151
G Codes
96-8000 rev R June 2007
Cylindrical mapping will also be turned off automatically whenever the G-code program ends, but only if Setting 56
is ON. Pressing the RESET key will turn off any cylindrical mapping that is currently in effect, regardless of the
status of Setting 56.
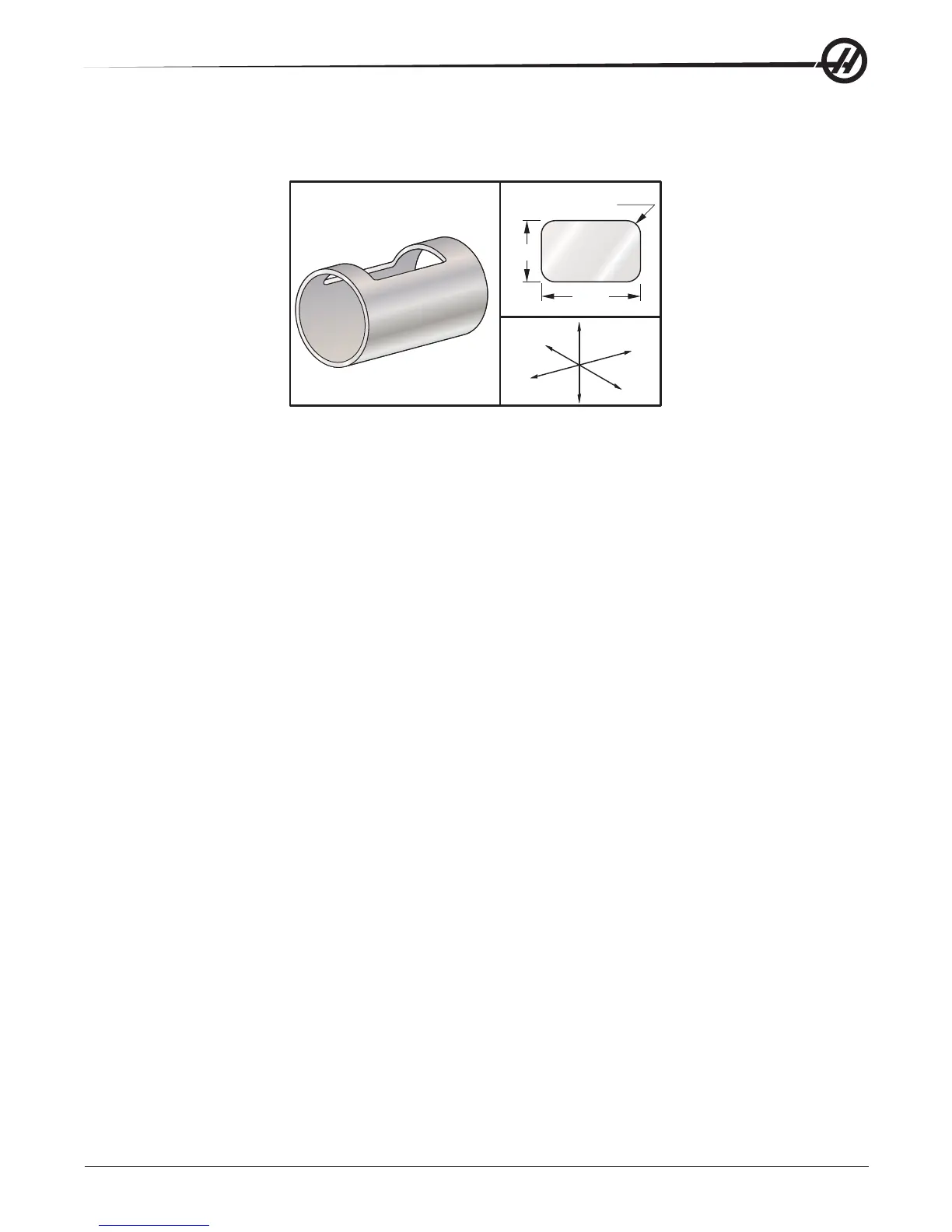
X
Z
Y
2.00
4.00
R .50" 4X
Example
%
O0079 (G107 TEST)
G00 G40 G49 G80 G90
G28 G91 A0
G90
G00 G54 X1.75 Y0 S5000 M03
G107 A0 Y0 R2. (IF NO R OR Q VALUE, MACHINE WILL USE VALUE IN SETTING 34)
G43 H01 Z0.25
G01 Z-0.25 F25.
G41 D01 X2. Y0.5
G03 X1.5 Y1. R0.5
G01 X-1.5
G03 X-2. Y0.5 R0.5
G01 Y-0.5
G03 X-1.5 Y-1. R0.5
G01 X1.5
G03 X2. Y-0.5 R0.5
G01 Y0.
G40 X1.75
G00 Z0.25
M09
M05
G91 G28 Z0.
G28 Y0.
G90
G107
M30
%
G110-G129 Coordinate System #7-26 (Group 12)
These codes select one of the additional work coordinate systems. All subsequent references to axis positions will
be interpreted in the new coordinate system. Operation of G110 to G129 is the same as G54 to G59.