137
G Codes
96-8000 rev R June 2007
G73 High-Speed Peck Drilling Canned Cycle (Group 09)
F Feedrate in inches (mm) per minute
I First cut depth
J Amount to reduce cutting depth for pass
K Minimum depth of cut (The control will calculate the number of pecks)
L Number of repeats (Number of holes to drill) if G91 (Incremental Mode) is used
P Pause at the bottom of the hole (in seconds)
Q Cut Depth (always incremental)
R Position of the R plane (Distance above part surface)
X X-axis location of hole
Y Y-axis location of hole
Z Position of the Z-axis at the bottom of hole
,R Radius of the circle
,C Distance from center of intersection where the chamfer begins
R Plane
SETTING #22
SETTING #22
I=I
1
Q
Q
Q
I=I-J
21
I
3
=K
Z Depth
Z Depth
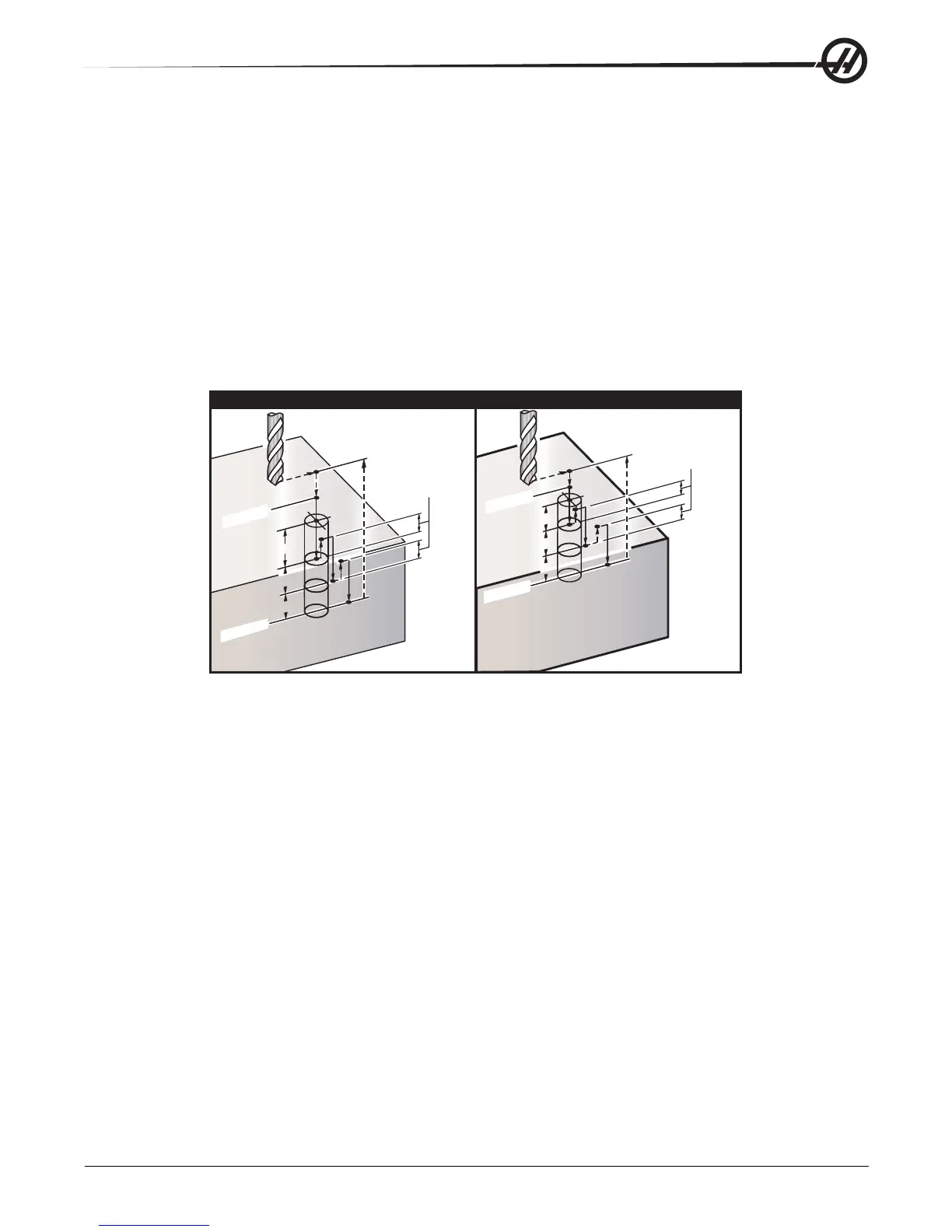
G73 Peck Drilling with I, J & K options
G73 Peck Drilling with I, J & K options
G73 Peck Drilling withK&Qoptions
G73 Peck Drilling with K & Q options
R Plane
I, J, K, and Q are always positive numbers.
There are two methods to program a G73; first using the I, J, K addresses and the second using the K and Q
addresses.
If I, J, and K are specified, The first pass will cut in by the value I, each succeeding cut will be reduced by the value
of J, and the minimum cutting depth is K. If P is specified, the tool will pause at the bottom of the hole for that
amount of time.
If K and Q are both specified, a different operating mode is selected for this canned cycle. In this mode, the tool is
returned to the R plane after the number of passes totals up to the K amount.