81
Cutter Compensation
96-8000 rev R June 2007
ENTRY AND E XIT FROM C UTTER C OMPENSATION
Cutting should not be performed when entering and exiting cutter compensation or when changing from left side to
right side compensation. When cutter compensation is turned on, the starting position of the move is the same as
the programmed position, but the ending position will be offset, to either the left or right of the programmed path, by
the amount entered in the, radius/diameter offset column. In the block that turns off cutter compensation, the
starting point is offset and the ending point is not offset. Similarly, when changing from left to right or right to left
side compensation, the starting point of the move needed to change cutter compensation direction will be offset to
one side of the programmed path and end at a point that is offset to the opposite side of the programmed path. The
result of all this is that the tool moves through a path that may not be the same as the intended path or direction. If
cutter compensation is turned on or off in a block without any X-Y move, there is no change made to cutter com-
pensation until the next X or Y move is encountered.
An offset selection of D0 will use zero as the offset value and have the same effect as not using cutter compensa-
tion. If a new D value is selected with cutter compensation active, the new value will take effect at the end of the
proceeding move. You cannot change the D value or change sides during a circular motion block (G02 or G03).
When turning on cutter compensation in a move that is followed by a second move at an angle of less than 90
degrees, there are two ways of computing the first motion these are: cutter compensation type A and type B
(Setting 43). The first, type A, moves the tool directly to the offset start point for the second cut. The second, type
B, is used to clear fixtures or clamps or in cases when part geometry demands it. The diagrams on the following
pages illustrate the differences between type A and type B for both Fanuc and Yasnac settings (Setting 58).
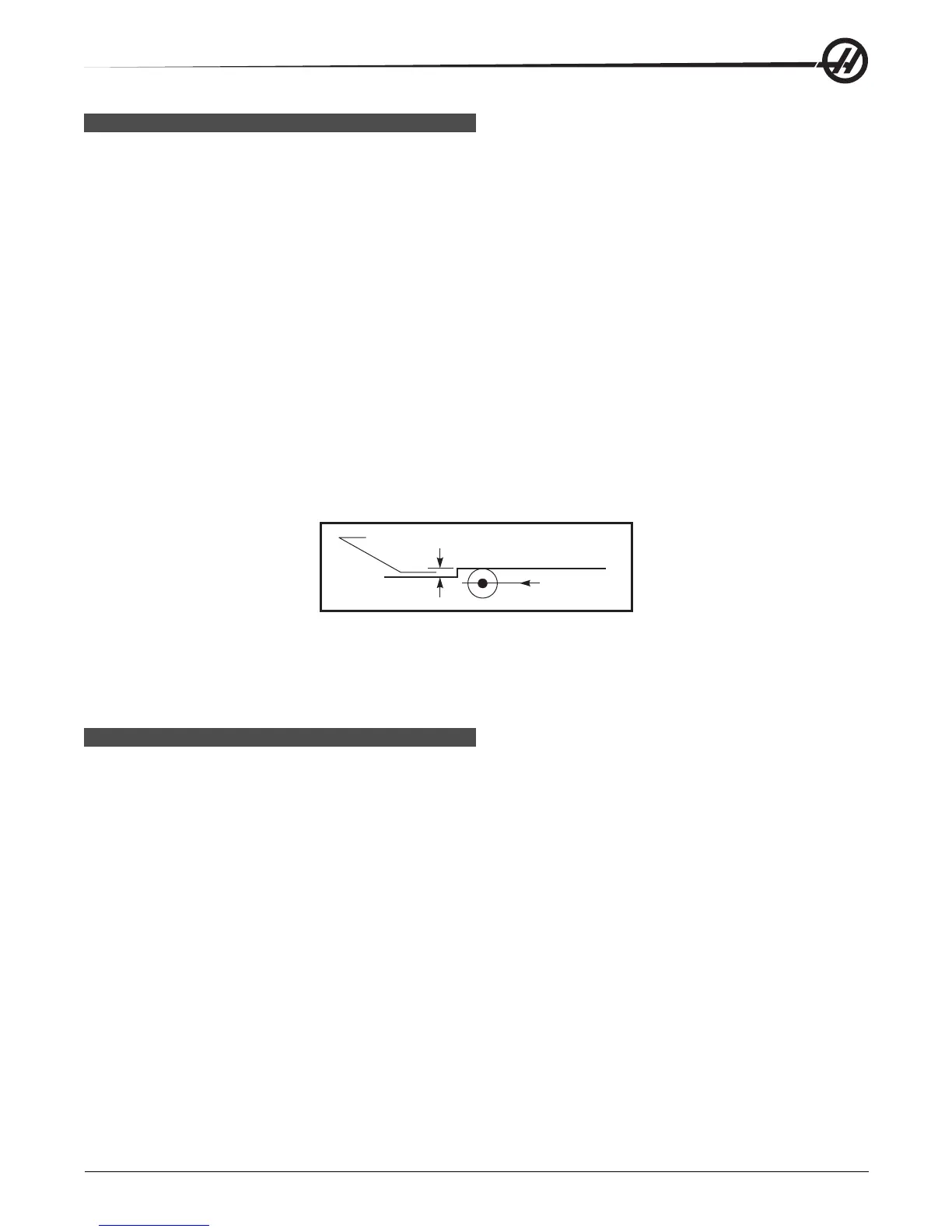
Move is less than cutter comp radius
Tool
Workpiece
Improper Cutter Compensation Application
Note that a small cut of less than tool radius and at a right angle to the previous motion will
only work with the Fanuc setting. A cutter compensation alarm will be generated if the machine is set to the
Yasnac setting.
FEED A DJUSTMENTS IN C UTTER C OMPENSATION
When using cutter compensation in circular moves, there is the possibility of speed adjustments to what has been
programmed. If the intended finish cut is on the inside of a circular motion, the tool should be slowed down to
ensure that the surface feed does not exceed what was intended. There are problems when the speed is slowed by
too much, therefore, setting 44 is used to limit the amount of feed adjustment. It can be set between 1% and
100%. If set to 100%, there will be no speed changes. If set to 1% the speed can be slowed to 1% of the pro-
grammed feed.
When the cut is on the outside of a circular motion, there is no speed-up adjustment made to the rate feed.