144
G Codes
96-8000 rev R June 2007
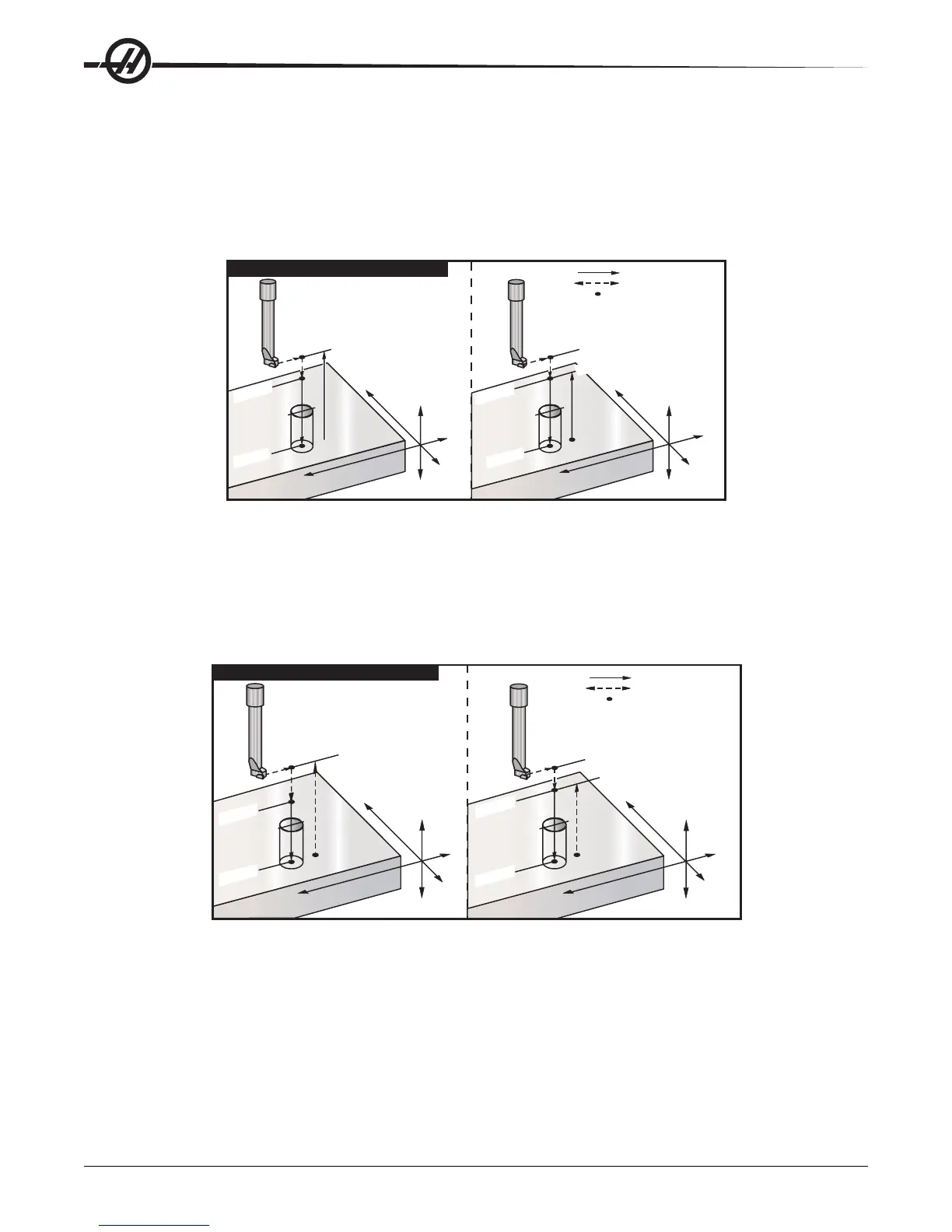
G85 Boring Canned Cycle (Group 09)
F Feedrate in inches (or mm) per minute
L Number of holes if G91 (Incremental Mode) is used
R Position of the R plane (position above the part)
X X-axis location of holes
Y Y-axis location of holes
Z Position of the Z-axis at the bottom of hole
X
Z
Y
X
Z
Y
G98 Initial Starting Plane
Initial Starting Plane
R Plane
R Plane
Z Depth
Z Depth
G99 Rapid Plane
G85 Boring Canned Cycle
Feed
Rapid Move
Begin or end of stroke
Feed
Rapid
Move
Begin
or end of stroke
G86 Bore and Stop Canned Cycle (Group 09)
F Feedrate in inches (or mm) per minute
L Number of holes if G91 (Incremental Mode) is used
R Position of the R plane (position above the part)
X X-axis location of hole
Y Y-axis location of hole
Z Position of the Z-axis at the bottom of hole
X
Z
Y
X
Z
Y
G98 InitialStarting Plane
Initial Starting Plane
G99 Rapid Plane
R
P
lane
R Plane
Z Depth
G86 Bore and Stop Canned Cycle
G86 Bore and Stop Canned Cycle
Z Depth
R Plane
Feed
Rapid Move
Begin or end of stroke
Feed
Rapid Move
Begin or end of stroke
G87 Bore In and Manual Retract Canned Cycle (Group 09)
F Feedrate in inches (or mm) per minute
L Number of holes if G91 (Incremental Mode) is used
R Position of the R plane (position above the part)
X X-axis location of hole
Y Y-axis location of hole
Z Position of the Z-axis at the bottom of hole
This G code will stop once the hole is bored. At this point the tool is manually jogged out of the hole. The program
will continue when Cycle Start is pressed.