117
G Codes
96-8000 rev R June 2007
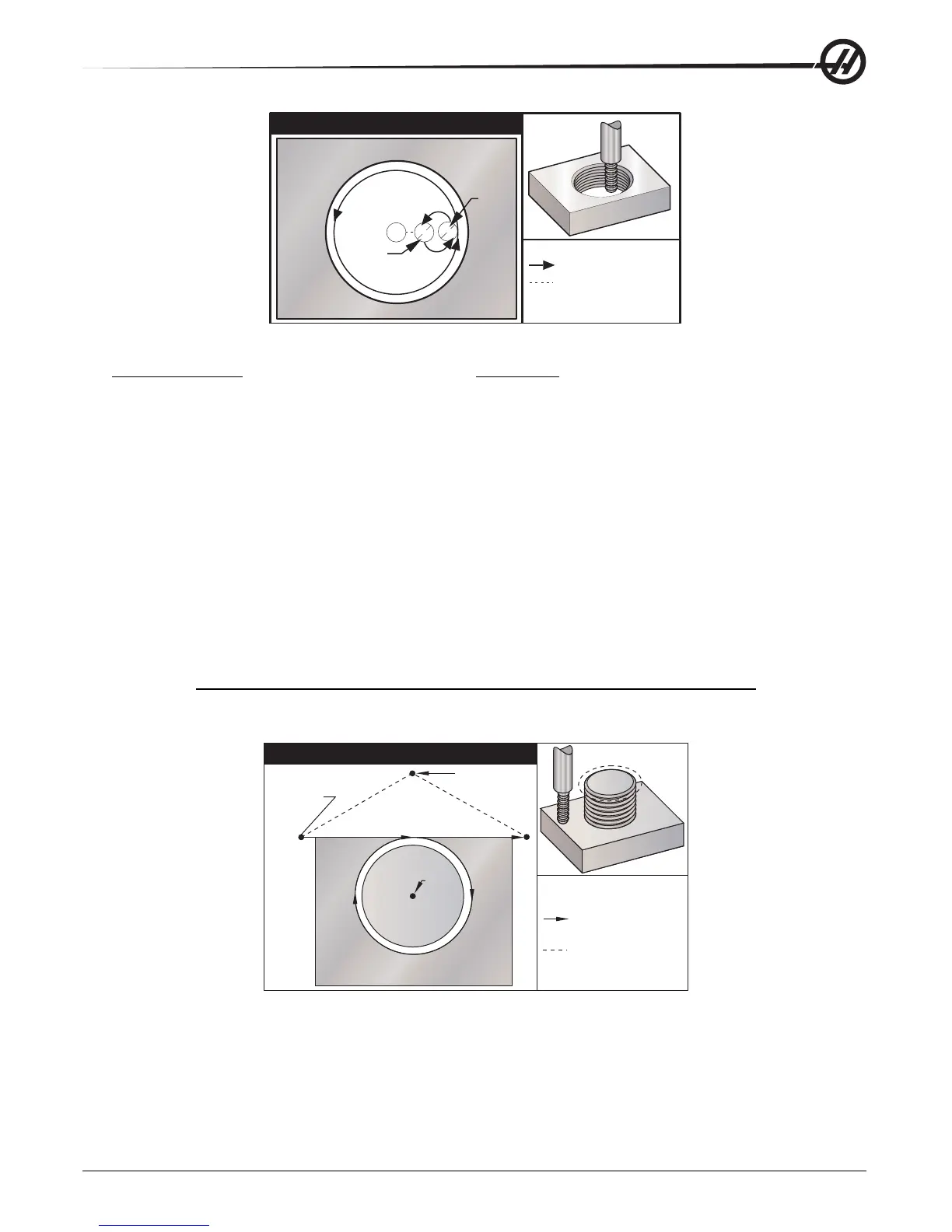
Thread Milling 1.5 dia. x 8 TPI
Tool Path
Turn On and Off
Cutter Compensation
I.D. Thread Milling Exercise
I.D. Thread Milling Exercise
Move away
from I.D.
Move to
I.D.
N5
N1
N4
N2
N3
Thread Milling Example
Program Example Description
%
O2300 (Thread milling 1.5 diameter x 8 TPI)
(X0, Y0 is at the center of the hole)
(Z0 is at the top of the part - Using .5 thick material
G00 G90 G54 X0 Y0 S400 M03
G43 H01 Z.1 M08
Z-.6
N1 G01 G41 D01 X.175 F25. (Turn on Cutter Comp)
N2 G03 X.375 R.100 F7. (Move to I.D. of bored hole)
N3 G03 I-.375 Z-.475 (One full revolution with Z moving up .125)
N4 G03 X.175 R.100 (Move away from the new threads)
N5 G01 G40 X0 Y0 (Cancel Cutter Comp)
G00 Z1.0 M09
G28 G91 Y0 Z0
M30
%
NOTE: Maximum cutter compensation adjustability is .175.
O.D. Thread Milling
2.0 dia. Material
XO, YO
Start Position
.250 Cutter
Thread Milling
2.0 dia. post x 16 TPI
Tool Path:
Rapid Positioning,
Turn ON and OFF
Cutter Compensation
O.D. Thread Milling Exercise
O.D. Thread Milling Example