120
G Codes
96-8000 rev R June 2007
*D Tool radius or diameter selection
I Radius of first circle (or finish if no K) The I value must be greater than the Tool Radius, but less than the K
value.
K Radius of finished circle (if specified)
L Loop count for repeating deeper cuts
Q Radius increment, or stepover (must be used with K)
F Feedrate in inches (mm) per minute
Z Depth of cut or increment
*In order to get the programmed circle diameter, the control uses the selected D code tool size. If you want to
program tool centerline select D0.
NOTE: If no cutter compensation is desired, a D00 must be specified. If no D is specified in the G12/G13 block, the
last commanded D value will be used, even if it was previously canceled with a G40.
The tool must be positioned at the center of the circle using X and Y. To remove all the material within the circle,
use I and Q values less than the tool diameter and a K value equal to the circle radius. To cut a circle radius only,
use an I value set to the radius and no K or Q value.
%
O00098 (SAMPLE G12 AND G13)
(OFFSET D01 SET TO APPROX. TOOL SIZE)
(TOOL MUST BE MORE THAN Q IN DIAM.)
T1M06
G54G00G90X0Y0 (Move to center of G54)
G43Z0.1H01
S2000M03
G12I1.5F10.Z-1.2D01 (Finish pocket clockwise)
G00Z0.1
G55X0Y0 (Move to center of G55)
G12I0.3K1.5Q0.3F10.Z-1.2D01 (Rough and finish clockwise)
G00Z0.1
G56X0Y0 (Move to center of G56)
G13I1.5F10.Z-1.2D01 (Finish pocket counterclockwise)
G00Z0.1
G57X0Y0 (Move to center of G57)
G13I0.3K1.5Q0.3F10.Z-1.2D01 (Rough and finish counterclockwise)
G00Z0.1
G28
M30
%
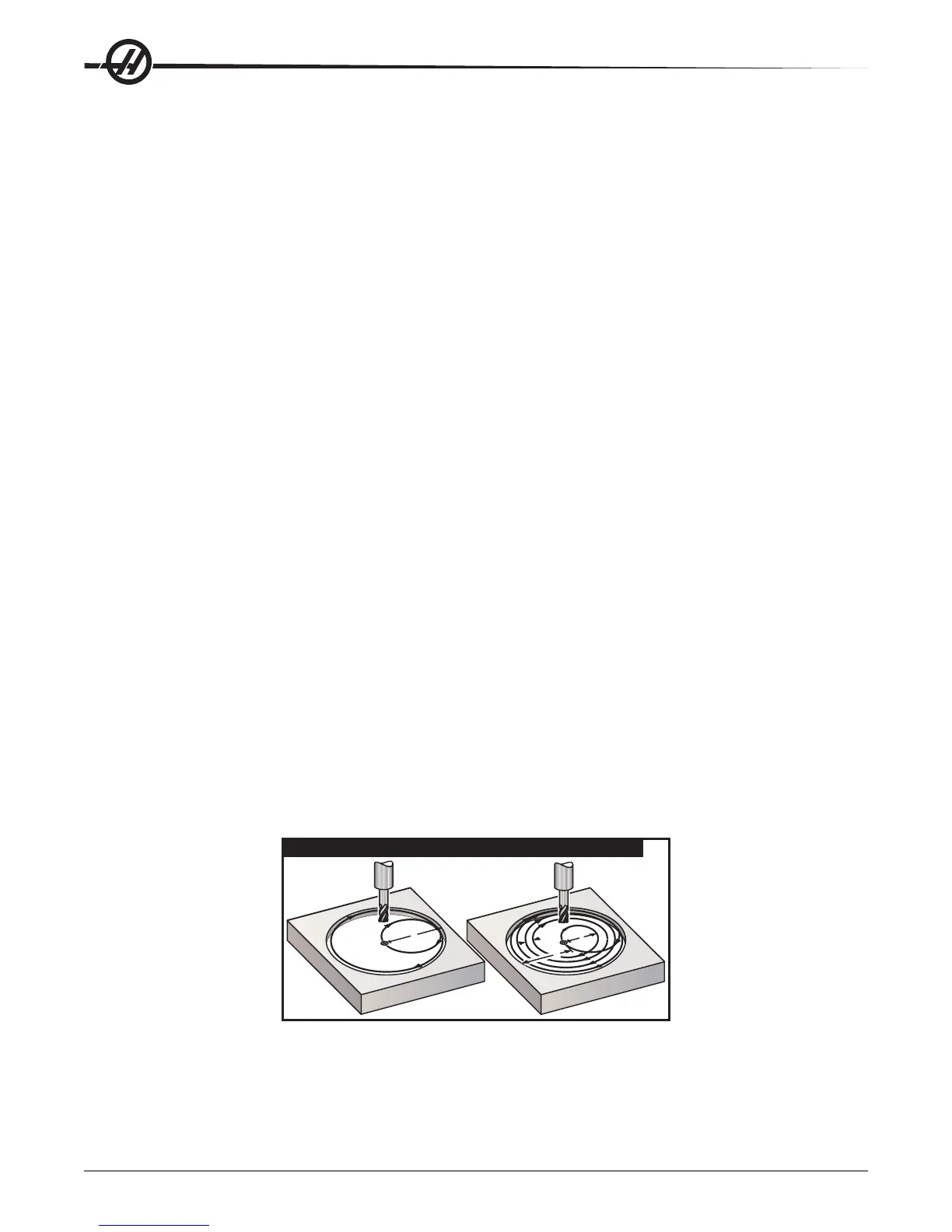
I Only
I, K, and Q Only
Circular Pocket Milling (G12-Clockwise Shown)
Circular Pocket Milling (G12-Clockwise Shown)
K
I
I
Q
These G codes assume the use of cutter compensation, so a G41 or G42 is not required in the program line.
However, a D offset number, for cutter radius or diameter, is required to adjust the circle diameter.