129
G Codes
96-8000 rev R June 2007
X
Z
Y
00010 ;
G59 ;
G00 G90 X0 Y0 Z0 ;
M98 P1 ;
M30 ;
= Work coordinate origin
= Center of scaling
G51 P2. (scaling center is X0 Y0 Z0) ;
00010 ;
G59
;
G00 G90 X0 Y0 Z0 ;
M98
P1 ;
M30 ;
=
Work coordinate origin
=
Center of scaling
G51
P2. (scaling center is X0 Y0 Z0) ;
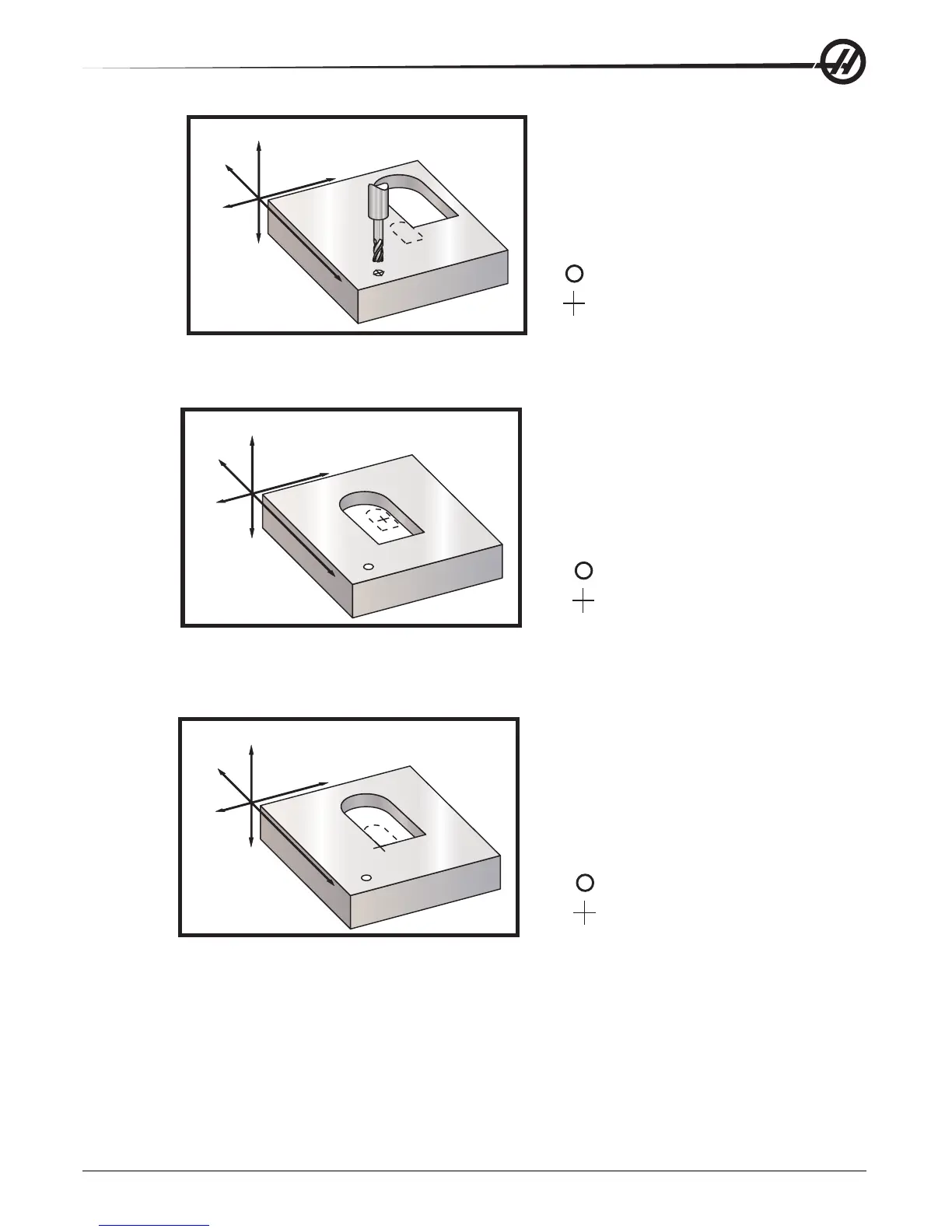
G51 Scaling
The next example specifies the center of the window as the scaling center.
00011 ;
G59 ;
G00 G90 X0 Y0 Z0 ;
G51 X1.5 Y1.5 P2. ;
M98 P1 ;
M30 ;
= Work coordinate origin
= Center of scaling
00011 ;
G59 ;
G00
G90 X0 Y0 Z0 ;
G51
X1.5 Y1.5 P2. ;
M98
P1 ;
M30 ;
= Work coordinate origin
= Center of scaling
X
Z
Y
G51 Scaling
The last example illustrates how scaling can be placed at the edge of tool paths as if the part was being set
against locating pins.
00011 ;
G59 ;
G00 G90 X0 Y0 Z0 ;
G51 X1.0 Y1.0 P2 ;
M98 P1 ;
M30 ;
= Work coordinate origin
= Center of scaling
00011 ;
G59 ;
G00
G90 X0 Y0 Z0 ;
G51 X1.0 Y1.0 P2 ;
M98 P1 ;
M30 ;
=
Work coordinate origin
= Center of scaling
X
Z
Y
G51 Scaling
Programming notes:
Tool offsets and cutter compensation values are not affected by scaling.
Scaling does not affect canned cycle Z-axis movements such as clearance planes and incremental values.
The final results of scaling are rounded to the lowest fractional value of the variable being scaled.