131
G Codes
96-8000 rev R June 2007
A center of rotation is always used by the control to determine the positional values passed to the control after
rotation. If any axis center of rotation is not specified, then the current location is used as the center of rotation.
When rotation (G68) is commanded, all X, Y, Z, I, J, and K values are rotated through a specified angle R using a
center of rotation.
G68 will affect all appropriate positional values in the blocks following the G68 command. Values in the line contain-
ing G68 are not rotated. Only the values in the plane of rotation are rotated, therefore, if G17 is the current plane of
rotation, only X and Y values are affected.
Entering a positive number (angle) for the R address will rotate the feature counterclockwise.
If the angle of rotation (R) is not entered, then the angle of rotation is taken from Setting 72.
In G91 mode (incremental) with Setting 73 ON, the rotation angle is changed by the value in R. In other words,
each G68 command will change the rotation angle by the value specified in R.
The rotational angle is set to zero at the beginning of the program, or it can be set to a specific angle using a G68
in G90 mode.
The following examples illustrate rotation using G68.
0001 (GOTHIC WINDOW) ;
F20, S500 ;
G00 X1. Y1. ;
G01 X2. ;
Y2. ;
G03 X1. R0.5
G01 Y1. ;
M99 ;
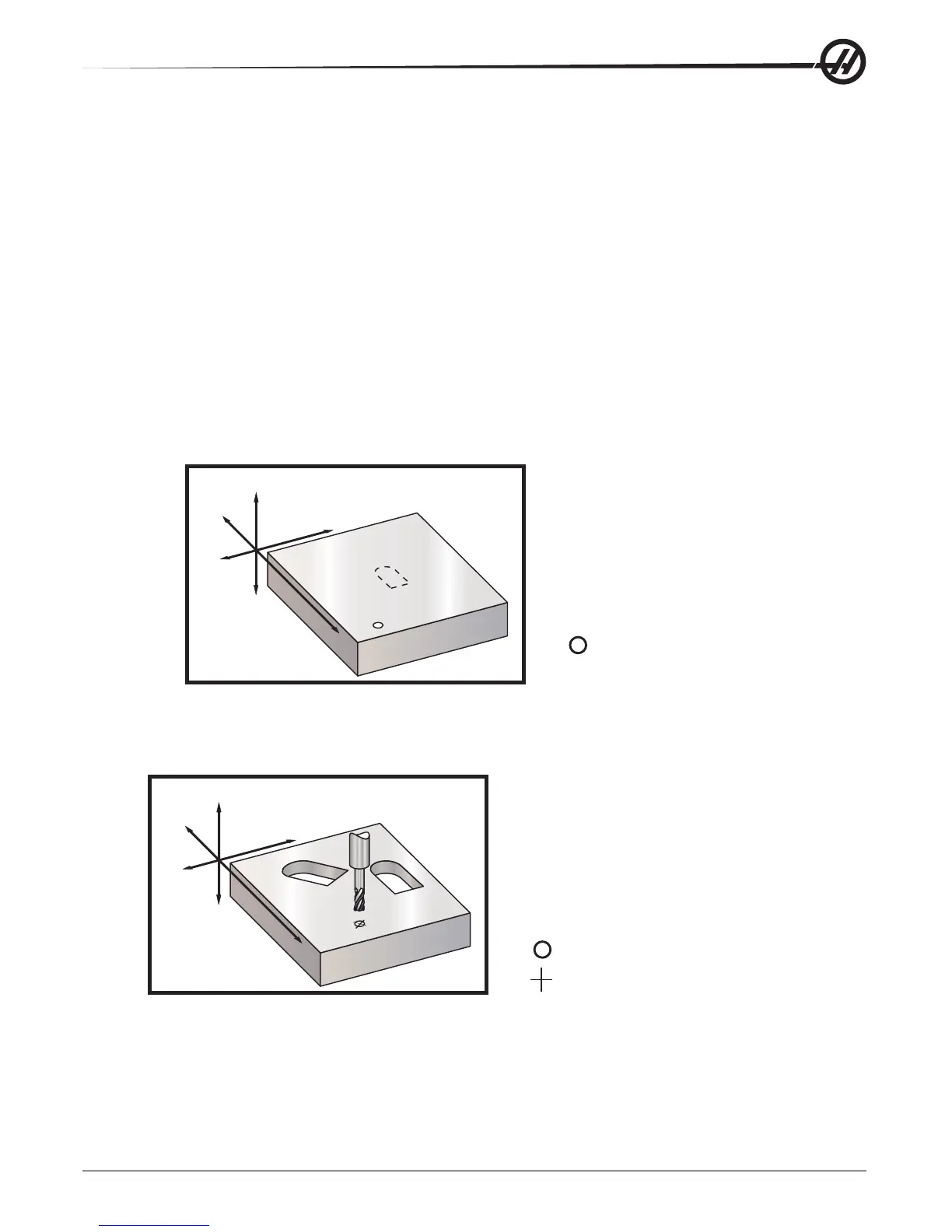
= Work coordinate origin
No Rotation
0001 (GOTHIC WINDOW) ;
F20, S500 ;
G00 X1. Y1. ;
G01 X2. ;
Y2. ;
G03 X1. R0.5
G01 Y1. ;
M99 ;
=
Work coordinate origin
No
Rotation
X
Z
Y
G68
The first example illustrates how the control uses the current work coordinate location as a rotation center (X0 Y0
Z0).
00002 ;
G59 ;
G00 G90 X0 Y0 Z0 ;
M98 P1 ;
G90 G00 X0 Y0 ; (Last Commanded Position)
G68 R60. ;
M98 P1 ;
G69 G90 G00 X0 Y0 ;
M30 ;
= Work coordinate origin
= Center of rotation
00002 ;
G59 ;
G00 G90 X0 Y0 Z0 ;
M98 P1 ;
G90 G00 X0 Y0 ; (Last Commanded Position)
G68 R60. ;
M98 P1 ;
G69 G90 G00 X0 Y0 ;
M30 ;
= Work coordinate origin
= Center of rotation
X
Z
Y
G68 Rotation
The next example specifies the center of the window as the rotation center.