134
G Codes
96-8000 rev R June 2007
Start
Position
R Plane
Z Plane
11.00
1.00
11.00
1.00
Rapid
Feed
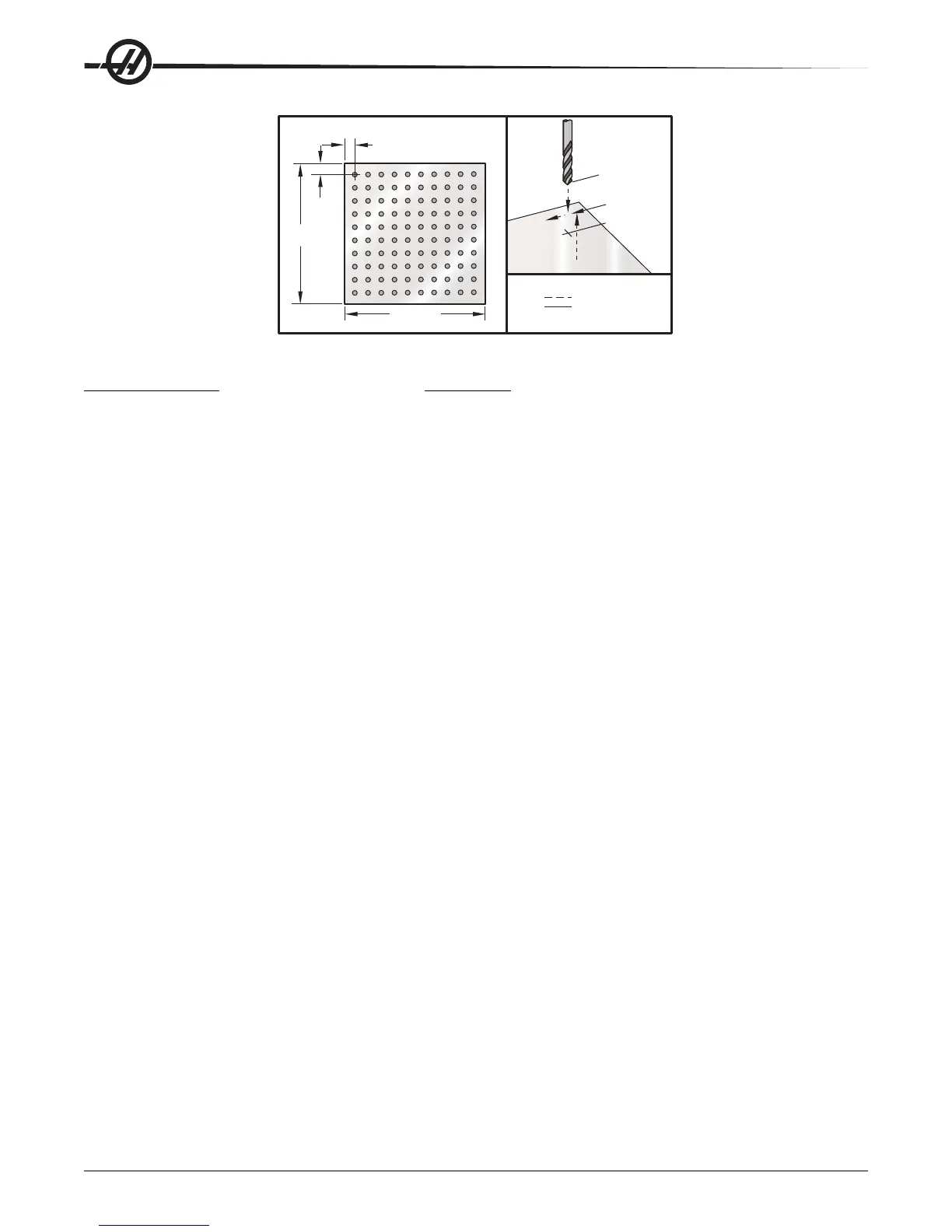
G81 Drilling Canned Cycle (Incremental) and Grid Plate for Multiple-Fixture Subprogram
Program Example Description
%
O3400 (Drilling grid plate)
T1 M06
G00 G90 G54 X1.0 Y-1.0 S2500 M03
G43 H01 Z.1 M08
G81 Z-1.5 F15. R.1
G91 X1.0 L9
G90 Y-2.0 (Or stay in G91 and repeat Y-1.0)
G91 X-1.0 L9
G90 Y-3.0
G91 X1.0 L9
G90 Y-4.0
G91 X-1.0 L9
G90 Y-5.0
G91 X1.0 L9
G90 Y-6.0
G91 X-1.0 L9
G90 Y-7.0
G91 X1.0 L9
G90 Y-8.0
G91 X-1.0 L9
G90 Y-9.0
G91 X1.0 L9
G90 Y-10.0
G91 X-1.0 L9
G00 G90 G80 Z1.0 M09
G28 G91 Y0 Z0
M30
%
Modifying Canned Cycles
In this section we will cover canned cycles that have to be customized in order to make the programming of difficult
parts easier.
Using G98 and G99 to clear clamps – For example, A square part being held to the table with one-inch tall table
clamps. A program needs to be written to clear the table clamps.