148
G Codes
96-8000 rev R June 2007
XY MIRROR
Y MIRROR
Y MIRROR
OFF
Mirror Image and Cutter Compensation
When using cutter compensation with mirror imaging, follow this guideline: After turning mirror imaging on or off with
G100 or G101, the next motion block should be to a different work coordinate position than the first one. The
following code is an example:
Correct: Incorrect:
G41 X1.0 Y1.0 G41 X1.0 Y1.0
G01 X2.0 Y2.0 G01 X2.0 Y2.0
G101 X0 G101 X0
G00 Z1.0 G00 Z1.0
G00 X1.0 G00 X2.0 Y2.0
G00 X2.0 Y2.0
G40 G40.
Note: mirroring only one of the X or Y axes will cause the cutter to move along the opposite side of a cut. In
addition, if mirror imaging is selected for only one axis of a circular motion plane (G02, G03) then they are reversed,
and left and right cutter compensation commands (G41, G42) are reversed.
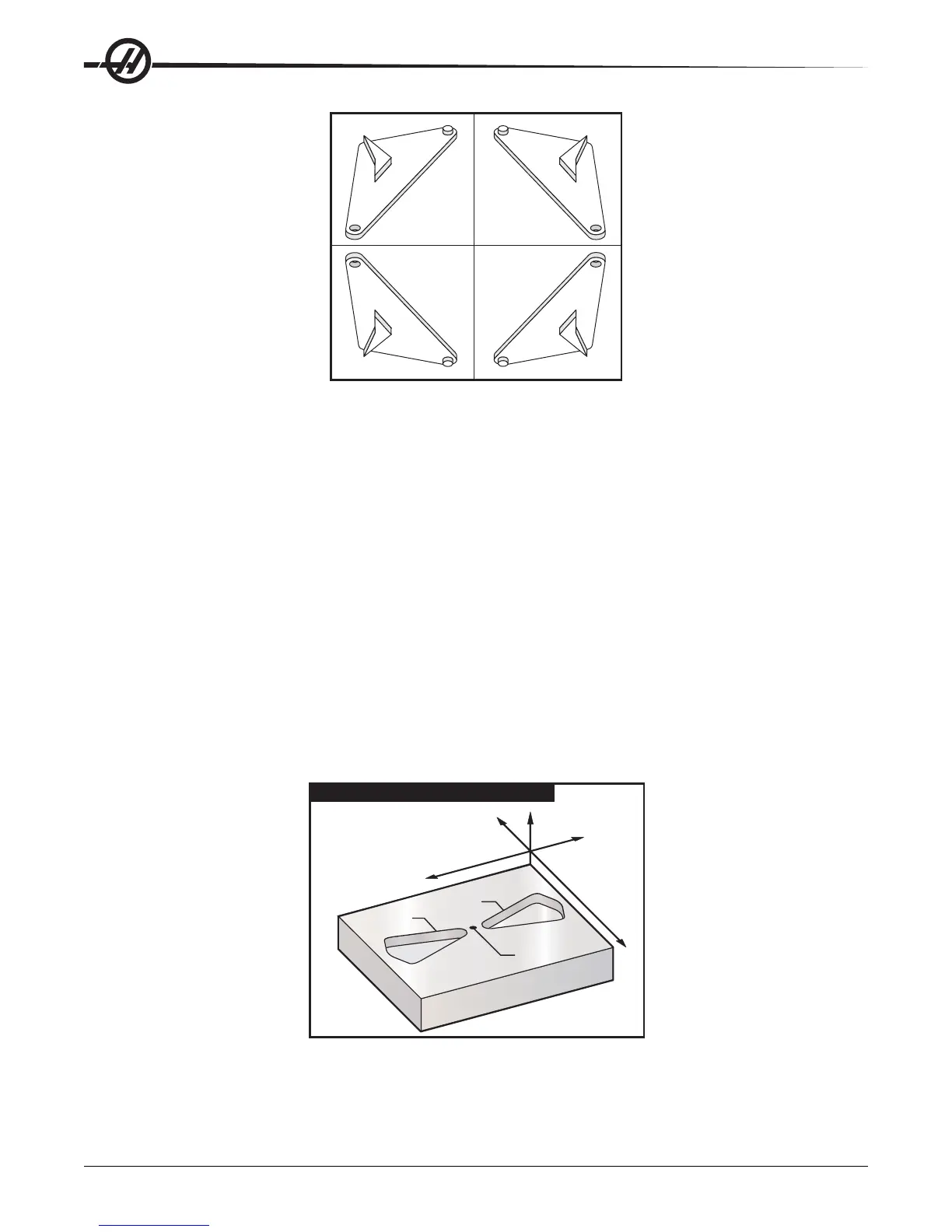
NOTE: When milling a shape with XY motions, turning on MIRROR IMAGE for just one of the X or Y axes will
change climb milling to conventional milling and/or conventional milling to climb milling. As a result, you may not
get the type of cut or finish that was desired. Mirror imaging of both X and Y will eliminate this problem.
X0, Y0
Original
Mirror X
G101 Enable Mirror Image
X
Z
Y
Mirror Image and Pocket Milling