Settings
178
96-8000 rev R June 2007
24 Leader To Punch
This setting is used to control the leader (the blank tape at the beginning of a program) sent to a paper tape punch
device connected to the first RS-232 port.
25 EOB Pattern
This setting controls the EOB (End of Block) pattern when data is sent and received to/from serial port 1 (RS-232).
This setting must match the transfer rate from the personal computer.
26 Serial Number
This is the serial number of your machine. It cannot be changed.
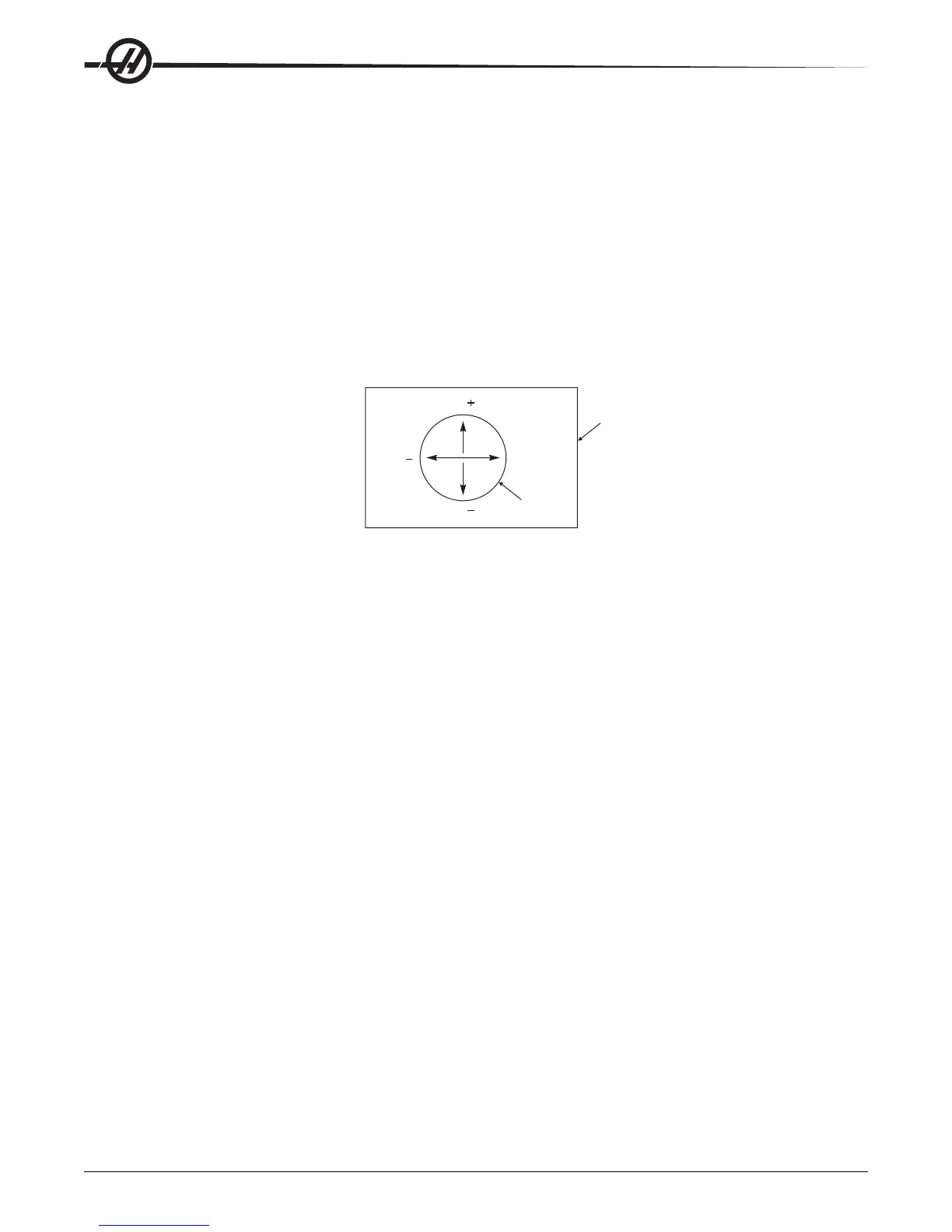
27 G76/G77 Shift Dir.
This setting controls the direction the tool is shifted (moved) to clear a boring tool during a G76 or G77 canned cycle.
Selections are: X+, X-, Y+, or Y-.
X
+
X
Y
Y
Bored Hole
Part
28 Can Cycle Act w/o X/Y
Turning this setting “ON” will cause the commanded canned cycle to complete without an X or Y command. The
preferred method of operation is with this setting ON.
When this setting is OFF, the control will stop if a canned cycle is programmed without an X or Y axis move.
29 G91 Non-modal
Turning this setting ON will use the G91 command only in the program block it is in (non-modal). When it is OFF,
and a G91 is commanded, the machine will use incremental moves for all axis positions.
30 4th Axis Enable
This setting initializes the control for a specific 4th axis. When this setting is OFF, the fourth axis is disabled; no
commands can be sent to that axis. See setting 78 for 5th axis. Note that there are two selections “USER1” and
“USER2” that can be used to set-up a unique rotary table.
31 Reset Program Pointer
When this setting is OFF, the Reset button will not change the position of the program pointer. When it is ON, the
Reset button will move the program pointer to the beginning of the program.
32 Coolant Override
This setting controls how the coolant pump operates. The “Normal” selection allows the operator to turn the pump on
and off manually or with M-codes. The “Off” selection will generate an alarm if an attempt is made to turn the coolant
on manually or from a program. The “Ignore” selection will ignore all programmed coolant commands, but the pump
can be turned on manually.
33 Coordinate System
This setting changes the way the Haas control recognizes the work offset system when a G52 or G92 is pro-
grammed. It can be set to FANUC, HAAS, or YASNAC.
Set to YASNAC
G52 becomes another work offset, just like using a G55.