41
Operation
96-8000 rev R June 2007
Note: Tools that make a loud bang when being released indicate a problem and should be checked before serious
damage to the tool changer occurs.
Tool Loading for a Side Mount Tool Changer
NOTE: A normal size tool has a diameter of less than 3" for 40-taper machines, or less than 4" for 50-taper ma-
chines. Tools larger than these measurements are considered large size.
1. Ensure the tools loaded have the correct pull stud type for the mill.
2. Enter Handle Jog mode.
3. Press the OFSET button. From a fresh Power Up/Restart, press the End key, then the Page Down key once to
reach the Tool Pocket Table display. From a normal operating state, press Page Up/Down until you reach the Tool
Pocket Table.
4. Clear any current “Large” or “Heavy” tool designations. Use the cursor keys to scroll to any tool pocket that has
an “L” or “H” next to it. Press Space, then Write/Enter to clear the “Large” or “Heavy” tool designations.
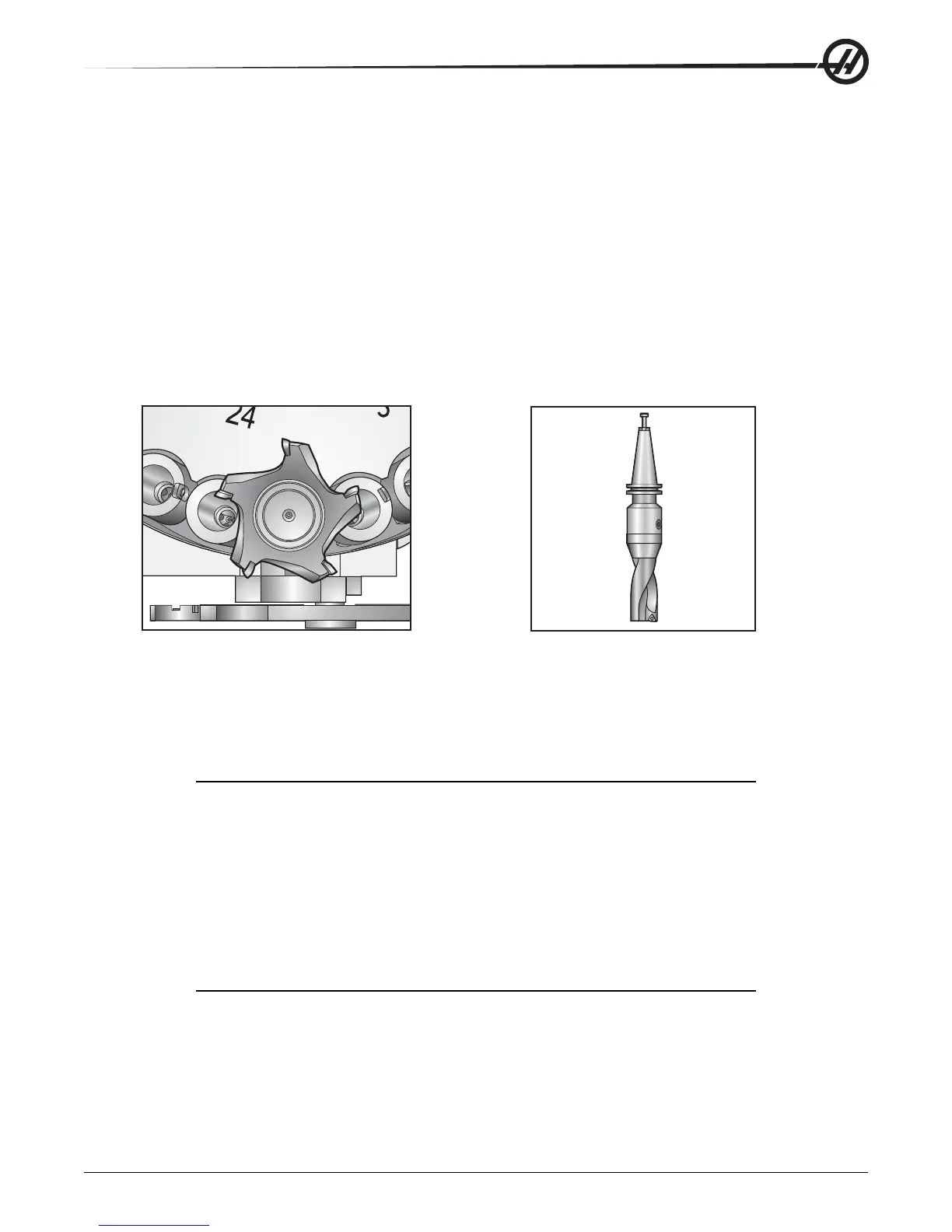
1
2
Large (and heavy) tool with surrounding pockets empty Heavy Tool (not large)
5. Press Origin to reset the Tool Pocket Table to default values. This will place tool 1 in the spindle, tool 2 in pocket
1, tool 3 in pocket 2, etc. This is done to clear the previous Tool Pocket Table settings as well as renumber the Tool
Pocket Table for the next program. Another way to reset the Tool Pocket Table is to enter 0 (zero) and press Origin,
this will reset all the values to zero.
NOTE: There cannot be two different tool pockets holding the same tool number.
Entering a tool number already displayed in the Tool Pocket Table will result
in an “Invalid Number” error.
6. Determine if the next program will need any large tools. A large tool has a diameter of greater than 3" for 40-taper
machines and greater than 4" for 50-taper machines. If large tools are not used, proceed to Step 10. If large tools
are used, proceed to the next step.
7. Organize the tools to match to the CNC program. Determine the numerical positions of large tools and designate
those pockets as Large in the Tool Pocket Table. To designate a tool pocket as “Large”, scroll to that pocket, press
L, then Write/Enter.
NOTE: When setting up tooling for the CNC program, large tools must have the
surrounding pockets empty to prevent a tool changer crash. However, large
tools can share adjoining empty pockets.
CAUTION! A large tool cannot be placed in the tool changer if one or both of the surrounding pockets already
contain tools. Doing so will cause the tool changer to crash.