Operation
44
96-8000 rev R June 2007
Using 0 for a Tool Designation
A 0 (number zero) can be inserted in the tool table in place of a tool number. If this is done the tool changer does
not “see” this pocket and will never try to install or retrieve a tool from pockets with a “0” designation.
Enter 0 to zero all pockets, enter 1 to sequence the pockets, and enter a 3 to clear all H,h,L,l enteries.
A 0 cannot be used to designate the tool inserted into the spindle. The spindle must always have a tool number
designation.
To designate a pocket as an “always empty” pocket: Use the arrow keys to move to and highlight the pocket to be
empty, press the 0 button on the numeric keypad and then press
Moving Tools in the Carousel
Should tools need moving in the carousel, follow the steps below.
CAUTION: Plan the reorganization of the tools in the carousel ahead of time. To reduce the potential for tool
changer crashes, keep tool movement to a minimum. If there are large or heavy tools currently in the tool changer,
ensure that they are only moved between tool pockets designated as such.
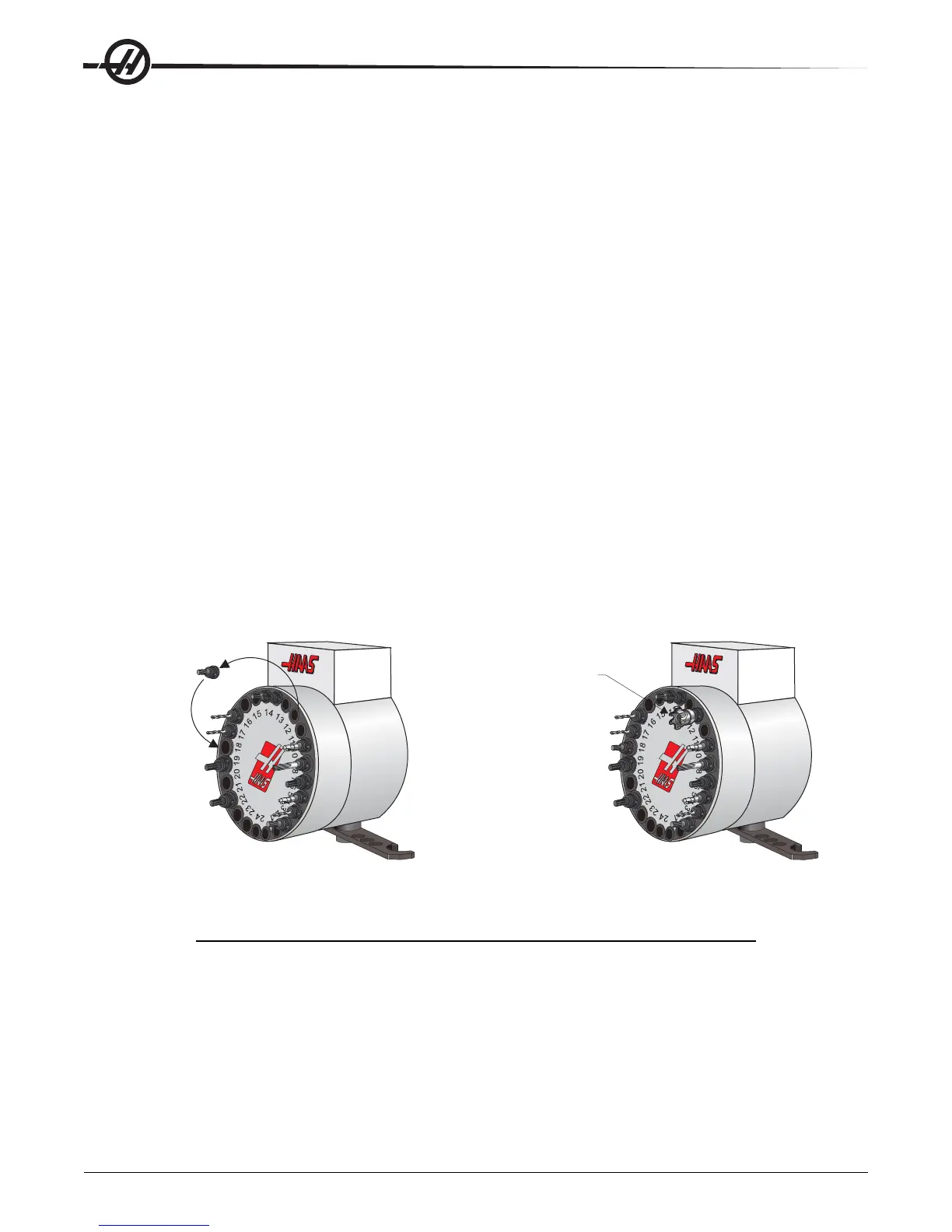
Creating Room for a Large Size Tool
The tool changer pictured has an assortment of normal size tools. For the purposes of this example, tool 12 will be
moved to pocket 18 to create room for a large size tool to be placed in pocket 12.
1. Select MDI mode. Press the OFSET button. Press Page Up/Down (if necessary) until you reach the Tool Pocket
Table display. Verify which tool number is in pocket 12.
2. Enter Tnn into the control (where Tnn is the tool number from step 1). Press ATC FWD. This will place the tool
from pocket 12 into the spindle.
3. Enter P18 into the control, then press ATC FWD. This will place the tool currently in the spindle into pocket 18.
Too l 12 to Pocket 18
Large ToolIn Pocket 12
4. Scroll to pocket 12 in the Tool Pocket Table and press L, Write/Enter to designate that pocket as Large.
5. Enter the tool number into SPNDL (spindle) on the Tool Pocket Table. Insert the tool into the spindle.
NOTE: There cannot be two different tool pockets holding the same tool number.
Entering a tool number already displayed in the Tool Pocket table will result
in an “Invalid Number” error.
6. Enter P12 into the control and press ATC FWD. The tool will be placed into pocket 12.