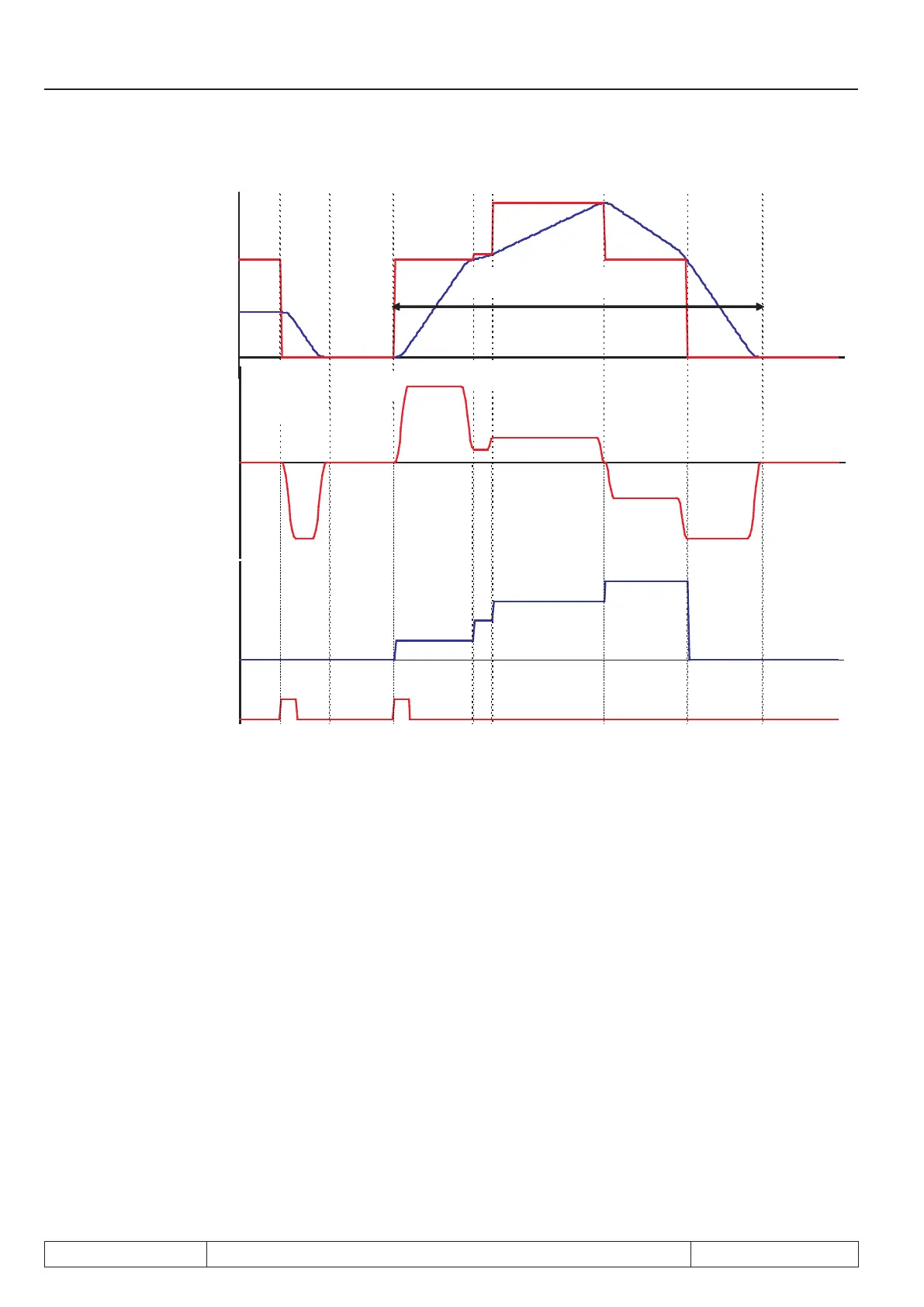
ru.56: Set
position
ru.61: tar-
get position
ru.02: ramp output
display
(= setpoint speed
controller)
Start posi-
tioning
act. positi-
on index
driving free
from the
material
automatic operation of the drilling prole
Retraction
to starting
position
penetra-
tion
Advance to
material
surface
waits for
start positio-
ning
Retrac-
tion to
starting
position
In the example above, the drive did not stop after each step in the drilling process, instead, the target position
of the individual steps was crossed already at the speed set for the next drilling step. I.e., the parameter PS.25
"index/ speed" denes the positioning speed for a block, while the value of PS.25 of the following block deter-
mined the speed at which the target position is crossed.
For example: the "penetration block" is block 2. The speedduring penetration (positioning speed) is the value
of PS.25 in block 2 = 250 rpm.
The drilling is to continue with 500 rpm, so the drive already accelerates at the end of the penetration to the
drilling speed of 500 rpm, i.e., the value of PS.25 in block 3. The speed at which the target of block 2 is passed
(= the target speed) is also determined by block 3 (the following block).
If the drive has to reverse to reach the next target (change the direction of rotation) or if the next target shall
not be driven to automatically (PS.27: "continuation of the prole processing" = no), the target speed of a block
automatically becomes 0 (standstill at target).
Example 2: Positioning of a workpiece for various processing steps / sequence control by external
control
Sequential positioning with stop between the positioning steps and denition of the prole speed by PS.25.
Page 7.12 - 44 COMBIVERT F5-A, -E, -H © KEB, 2012-10
Posi- and synchronous operating

 Loading...
Loading...

