HYDRAULIC SYSTEM CD3340B/YB4411
4-40
Published 04/07/2015 Control # 569-00
10. Before installing the flange and seal assembly over shaft
(9, Figure 4-24), place a protective sleeve or bullet over
the shaft. Then lubricate the space between exclusion
seal (2) and pressure seal (5), as well as the lips of both
seals (see Figure 4-32).
Install flange. Rotate flange slowly while pushing down
over the shaft. Be careful not to invert or damage the
seals.
11. After removing the protective sleeve or bullet, clamp the
motor in a vise. Make sure the shaft cannot fall out.
Install dry screws and alternately torque them
immediately to 28 Nm (250 lb-in). If you use primer,
allow to cure for 10 to 15 minutes. Without primer, allow
6 hours curing before subjecting the motor to high torque
reversals.
Gerotor End
12. Reposition the motor in the vise with gerotor end up.
Clamp across the ports. Do not clamp on side of
housing.
NOTE: To aid installation of seals, apply a light coat of
clean petroleum jelly to seals. Do not stretch the
seals before installing them in a groove.
13. Pour approximately 1 ounce (35 mm) of clean hydraulic
oil in the output shaft cavity.
14. Install O-ring (13, Figure 4-24) in the housing groove.
Avoid twisting the seal.
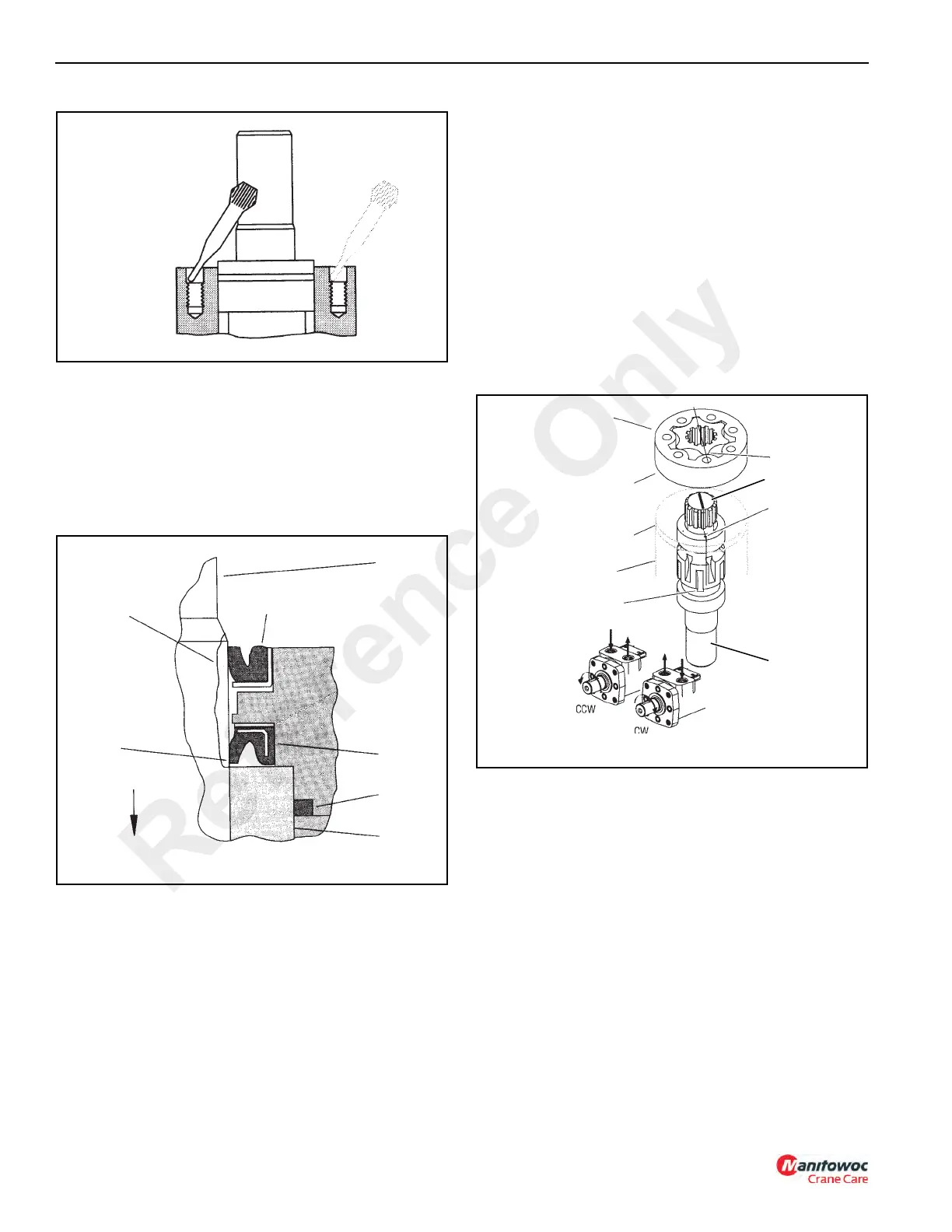
Timing Procedure
15. Install drive shaft (14, Figure 4-24). Use a felt tip pen to
mark one drive tooth. Align this mark with the timing dot
on the output shaft (Figure 4-33).
NOTE: If drive shaft (14) is not symmetrical, install larger
splined end into output shaft (9).
16. Install spacer plate (15).
17. Install seal (13) in gerotor seal groove. Carefully place
gerotor on spacer plate, seal side toward the spacer
plate. Align any star point with tooth marked on drive
shaft (Figure 4-33).
18. Rotate gerotor (16) to line up with bolt holes. Be careful
not to disengage star from drive or disturb the gerotor
seal.
19. Install seal (13) in end cap (17). Carefully place the end
cap on gerotor (16).
20. Install capscrews (19) and seal washers (18) in end cap
(17). Tighten the capscrews to 7.4 Nm (40 lb-in). Make
sure the seal washers are properly seated. Then, tighten
the capscrews to a torque of 27-29 Nm (235-250 lb-in) in
the sequence shown in Figure 4-34.
a0770
FIGURE 4-31
Place Tip of
Applicator at Top of
Threaded Portion
Apply 3 or 4
Drops In Each
Hole
a0771
FIGURE 4-32
Interior of
Motor
This Lip to
Face
Inward
Apply Petroleum
Jelly Across This
Area. See Step
10.
Extrusion Seal
(Lip Face Outward)
Output
Shaft
Pressure
Seal
Seal
Bearing
Race
a0772
FIGURE 4-33
Gerotor
Gerotor Seal
(This Side)
Spacer Plate
Housing
Forward
Valving Slot
Timing Dot
Star Point
Drive Shaft
Output Shaft
Reference Only
 Loading...
Loading...









