POWERHEAD - 4-1790-826148R2 MARCH 1997
CAUTION
If crankcase cover and cylinder block is to be
submerged in a very strong cleaning solution, it
willbenecessarytoremovethecrankcasecover/
cylinder block bleed system from cover/cylinder
block to prevent damage to hoses and check
valves.
Cylinder Bores
1. Inspect cylinder bores for scoring, scuffing or a
transfer of aluminum from piston to cylinder wall.
Scoring or scuffing, if NOT TOO SEVERE, can
normally be removed by honing. If a transfer of
aluminum has occurred, an acidic solution such
as“TIDYBOWLCLEANER”shouldbeappliedto
the areas of the cylinder bore where transfer of
aluminum has occurred. After the acidic solution
has removed the transferred aluminum,
thoroughly flush the cylinder bore(s) to remove
any remaining acid. Cylinder walls may now be
honed to remove any glaze and to aid in the
seating of new piston rings.
HONING PROCEDURE
a. When cylinders are to be honed, follow the
hone manufacturer’s recommendations for
use of the hone and cleaning and lubrication
during honing.
b. For best results, a continuous flow of honing
oil should be pumped into the work area. If
pumping oil is not practical, use an oil can.
Apply oil generously and frequently on both
stones and work area.
CAUTION
When honing cylinder block, remove hone fre-
quently and check condition of cylinder walls.
DO NOT hone any more than absolutely neces-
sary, as hone can remove cylinder wall material
rapidly.
c. Start stroking at smallest diameter. Maintain
firm stone pressure against cylinder wall to
assure fast stock removal and accurate re-
sults.
d. Localizestrokinginthesmallestdiameterun-
til drill speed is constant throughout length of
bore. Expand stones, as necessary, to com-
pensate for stock removal and stone wear.
Stroke at a rate of 30 complete cycles per
minute to produce best cross-hatch pattern.
Use honing oil generously.
e. Thoroughly clean cylinder bores with hot wa-
ter and detergent. Scrub well with a stiff
bristle brush and rinse thoroughly with hot
water. A good cleaning is essential. If any of
the abrasive material is allowed to remain in
the cylinder bore, it will cause rapid wear of
newpistonringsand cylinderbore inaddition
to bearings. After cleaning, bores should be
swabbed several times with engine oil and a
cleancloth,thenwipedwithaclean,drycloth.
Cylinders should not be cleaned with kero-
seneorgasoline.Cleanremainderofcylinder
block to remove excess material spreaddur-
ing honing operation.
2. Hone all cylinder walls just enough to de-glaze
walls.
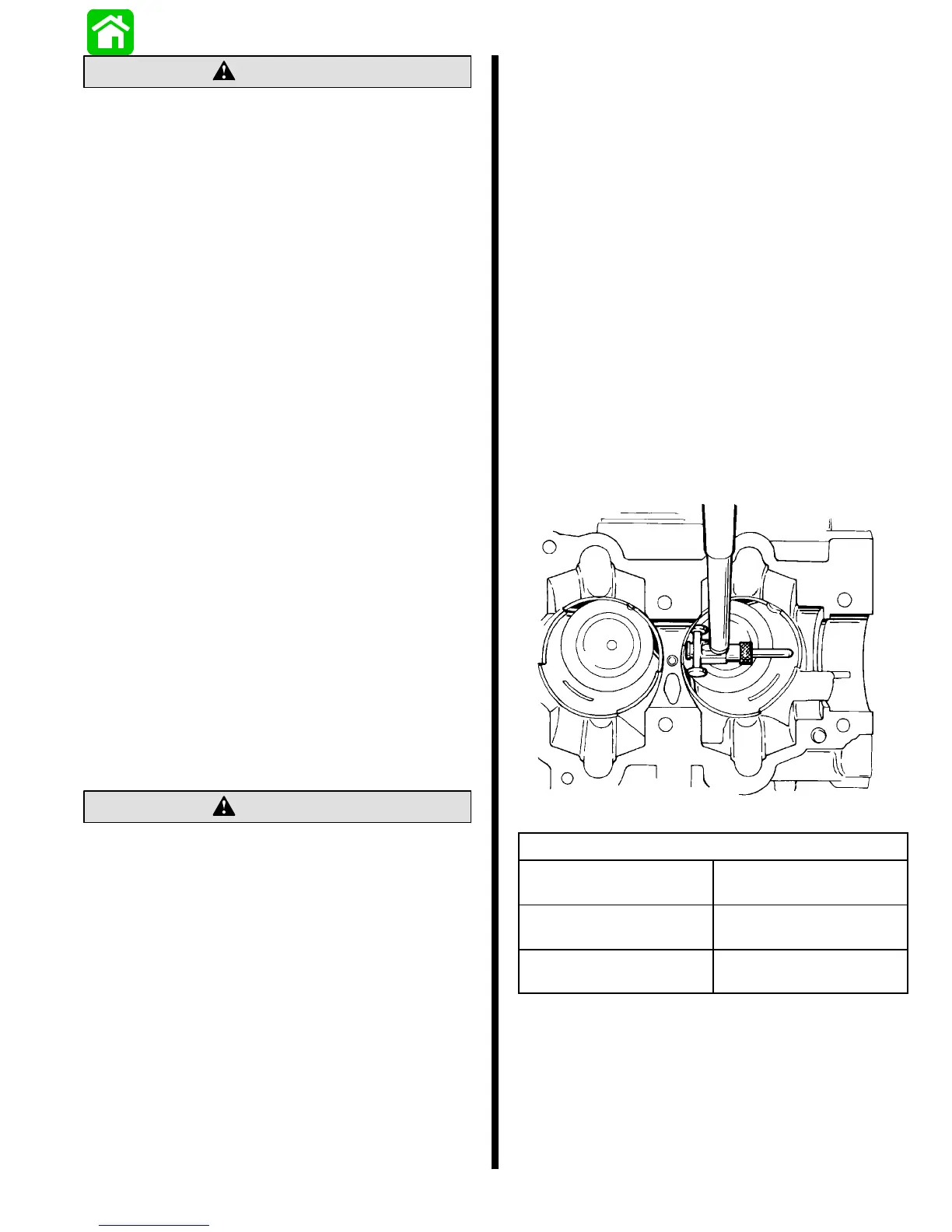
3. Measure cylinder bore diameter (with a snap
gauge micrometer) at top, middle and bottom of
each cylinder, as shown below. Check for
tapered, out-of-round (egg-shaped) and
oversize bore.
52886
CYLINDER BORE SIZE
PISTON SIZE CYLINDER BLOCK
FINISH HONE
Standard Diameter 2.993 in.
76.022 mm
.015 Oversize 3.007 in.
76.38 mm
4. If a cylinderbore istapered,out-of-roundor worn
more than 0.003 in. (0.076mm) from standard
“Cylinder Block Finish Hone” diameter (refer to
chart, preceding), it will be necessary to re-bore
that cylinder(s) to 0.015 in. (0.381mm) oversize
or re-sleeve and install oversize piston(s) and
piston rings during reassembly.

 Loading...
Loading...