INSPECTION AND REPAIR OF BASIC ENGINE
6-12
4.2 Reboring cylinder
Cylinders shall be rebored according to the following
procedure.
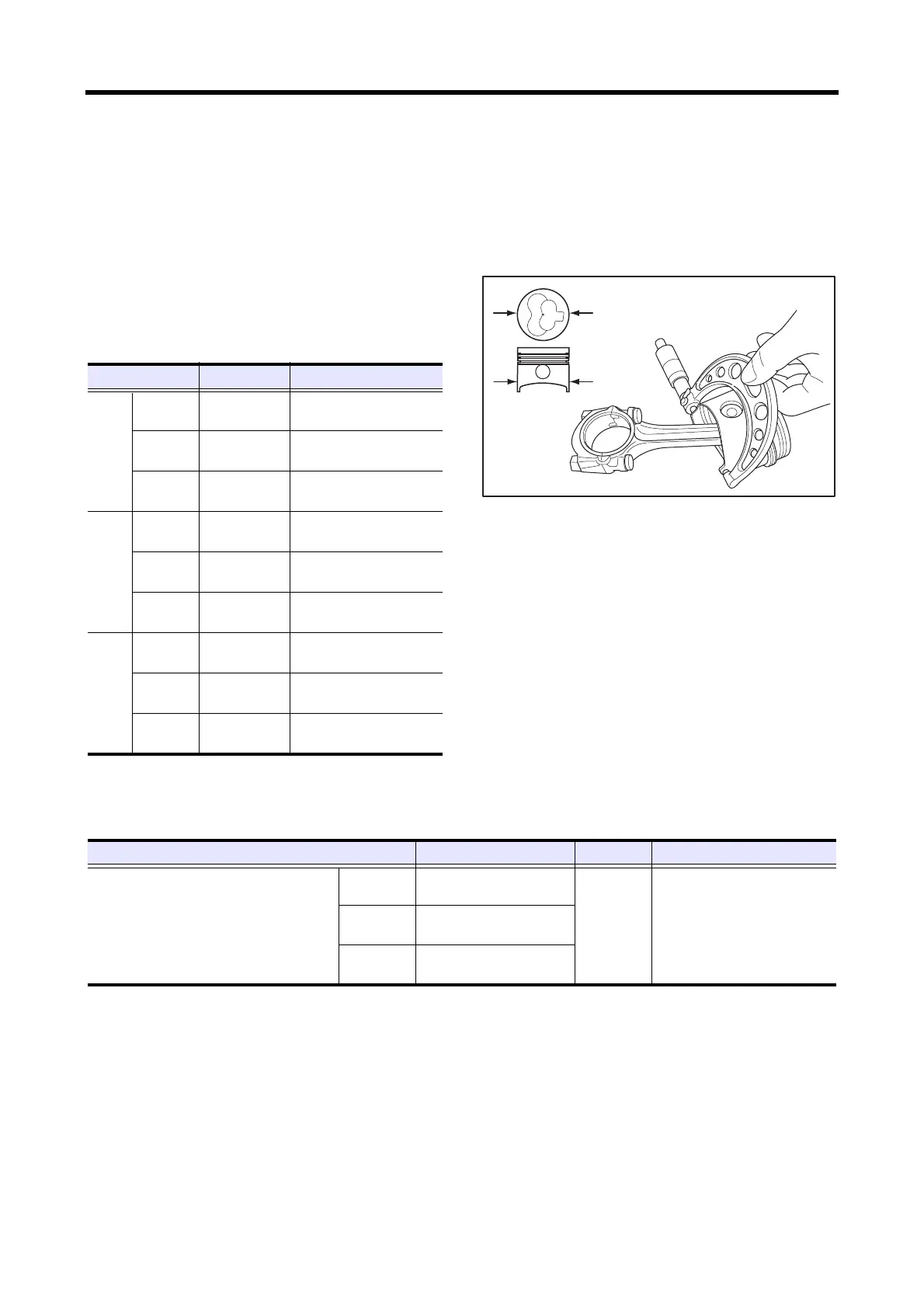
4.2.1 Measuring piston outside diameter
Using a micrometer, measure the piston outside diameter at
the skirt perpendicular to the piston pins as shown in the
illustration.
Measuring piston outside diameter
4.2.2 Boring finish dimension
= [piston diameter] + [clearance] - [honing allowance (0.02 mm [0.0008 in.])]
Item Nominal Standard
L2A
L3A
STD
ø 65 mm
[2.559 in.]
64.919 to 64.939 mm
[2.5559 to 2.5566 in.]
0.25 OS
ø 65.25 mm
[2.569 in.]
65.169 to 65.189 mm
[2.5657 to 2.5665 in.]
0.50 OS
ø 65.50 mm
[2.579 in.]
65.419 to 65.439 mm
[2.5755 to 2.5763 in.]
L2C
L3C
STD
ø 70 mm
[2.756 in.]
69.913 to 69.933 mm
[2.7525 to 2.7533 in.]
0.25 OS
ø 70.25 mm
[2.766 in.]
70.163 to 70.183 mm
[2.7623 to 2.7631 in.]
0.50 OS
ø 70.50 mm
[2.776 in.]
70.413 to 70.433 mm
[2.7722 to 2.7729 in.]
L2E
L3E
STD
ø 76 mm
[2.992 in.]
75.906 to 75.926 mm
[2.9884 to 2.9892 in.]
0.25 OS
ø 76.25 mm
[3.002 in.]
75.156 to 76.176 mm
[2.9983 to 2.9990 in.]
0.50 OS
ø 76.50 mm
[3.012 in.]
76.406 to 76.426 mm
[3.0081 to 3.0089 in.]
Measuring
positions
Direction at right
angles to piston pin
Item Standard Limit Remark
Clearance
(clearance between piston and cylinder)
L2A, L3A
0.061 to 0.111 mm
[0.0024 to 0.0044 in.]
0.2 mm
[0.0079 in.]
Repair to oversize or replaceL2C, L3C
0.067 to 0.117 mm
[0.0026 to 0.0046 in.]
L2E, L3E
0.074 to 0.124 mm
[0.0029 to 0.0049 in.]
 Loading...
Loading...