INSPECTION AND REPAIR OF BASIC ENGINE
6-17
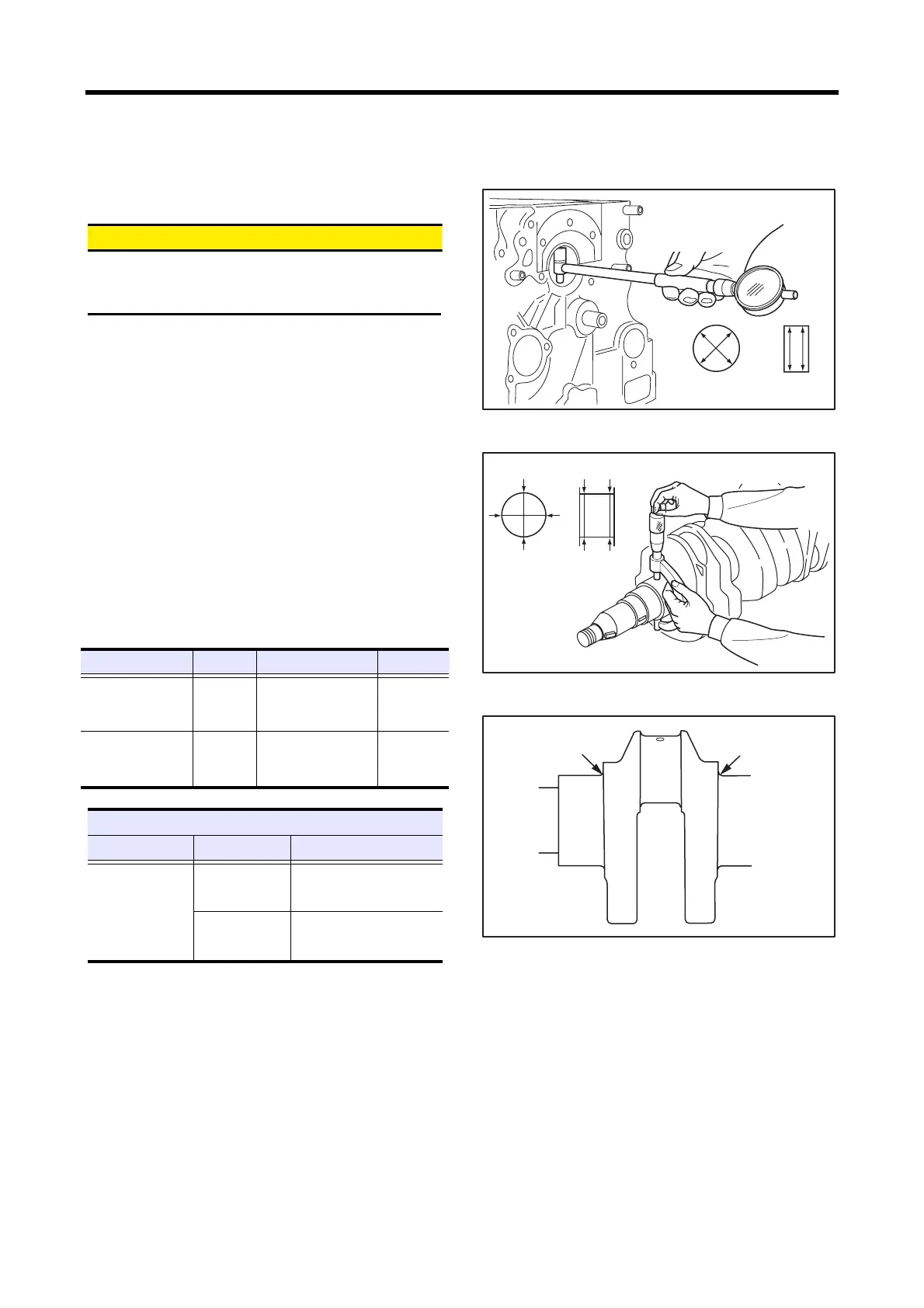
4.9 Measuring clearance between main bear-
ing and crankshaft journal
&$87,21
(a) When grinding crank journals, be sure to grind all
the journals to the same size.
(b) Finish the fillet radius to the specified dimension.
(1) Reassemble main bearings.
(2) Tighten the main bearing caps to the specified torque.
(3) Measure the inside diameter of the main bearings.
(4) Measure the outside diameter of the crank journal.
(5) Calculate the clearance between the inside diameter of
the main bearing and outside diameter of the crank
journal.
(6) Replace the main bearing if the clearance exceeds the
limit.
(7) Measure the clearance between the main bearing cap
and the crank journal again. Use the undersize bearing
if the limit is exceeded.
(8) If an undersize bearing is used, grind the crank journal
to the specified undersize.
Measuring main bearing fitting bore
Measuring crank journal outside diameter
Finish dimension of fillet radius
Item Nominal Standard Limit
Outside diameter of
crankshaft journal
(STD)
ø 43 mm
[1.69 in.]
42.965 to 42.980 mm
[1.6915 to 1.6921 in.]
–
Clearance between
main bearing and
crankshaft journal
–
0.030 to 0.075 mm
[0.0012 to 0.0030 in.]
0.10 mm
[0.0039 in.]
Undersize grinding dimensions of crankshaft
Item Undersize Finish dimension
Crank journal
undersize
0.25 mm
[0.0098 in.]
ø 42.75 -0.035
-0.020
mm
[1.6831
-0.0014
-0.0008
in.]
0.50 mm
[0.0197 in.]
ø 42.50
-0.035
-0.020
mm
[1.6732
-0.0014
-0.0008
in.]
Measuring
directions
Measuring
points
Tightening torque
49.0 to 53.9 N㨯m
{5.0 to 5.5 kgf㨯m}
[36.2 to 39.8 lbf㨯ft]
Measuring
directions
Measuring
points
R2
0
-0.2
mm
[0.08
0
-0.008
in.]
R2
0
-0.2
mm
[0.08
0
-0.008
in.]
 Loading...
Loading...