ORBIT 16
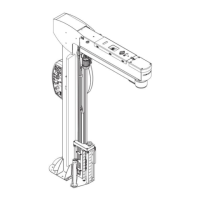
Phase 2
‒ When the “head and tail revolution”
count is completed, the conveyor
restarts and product length wrapping
begins.
‒ The product moves forward and engages
photocell (B2), the outfeed pressure
platen lowers on the product while the
machine continues to wrap product.
Note
The overlapping of film wraps is defined
by roller conveyor speed, thrust bearing
speed and film width.
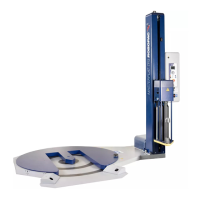
Phase 3
‒ The product moves forward disengaging
photocell (B1), the infeed pressure
platen lifts, the “tail positioning” timer
starts.
‒ After the timer count has finished, the
outfeed carrier stops, the “head and tail
turns” counter starts; the tail of the
product is wrapped and gripper comes
out at the last turn of the rotating ring to
grasp the coating.
Important
In case of 500 reel, the machine carries
out an additional pneumatic movement
to lock the coating inside the gripper in
the forward most position.
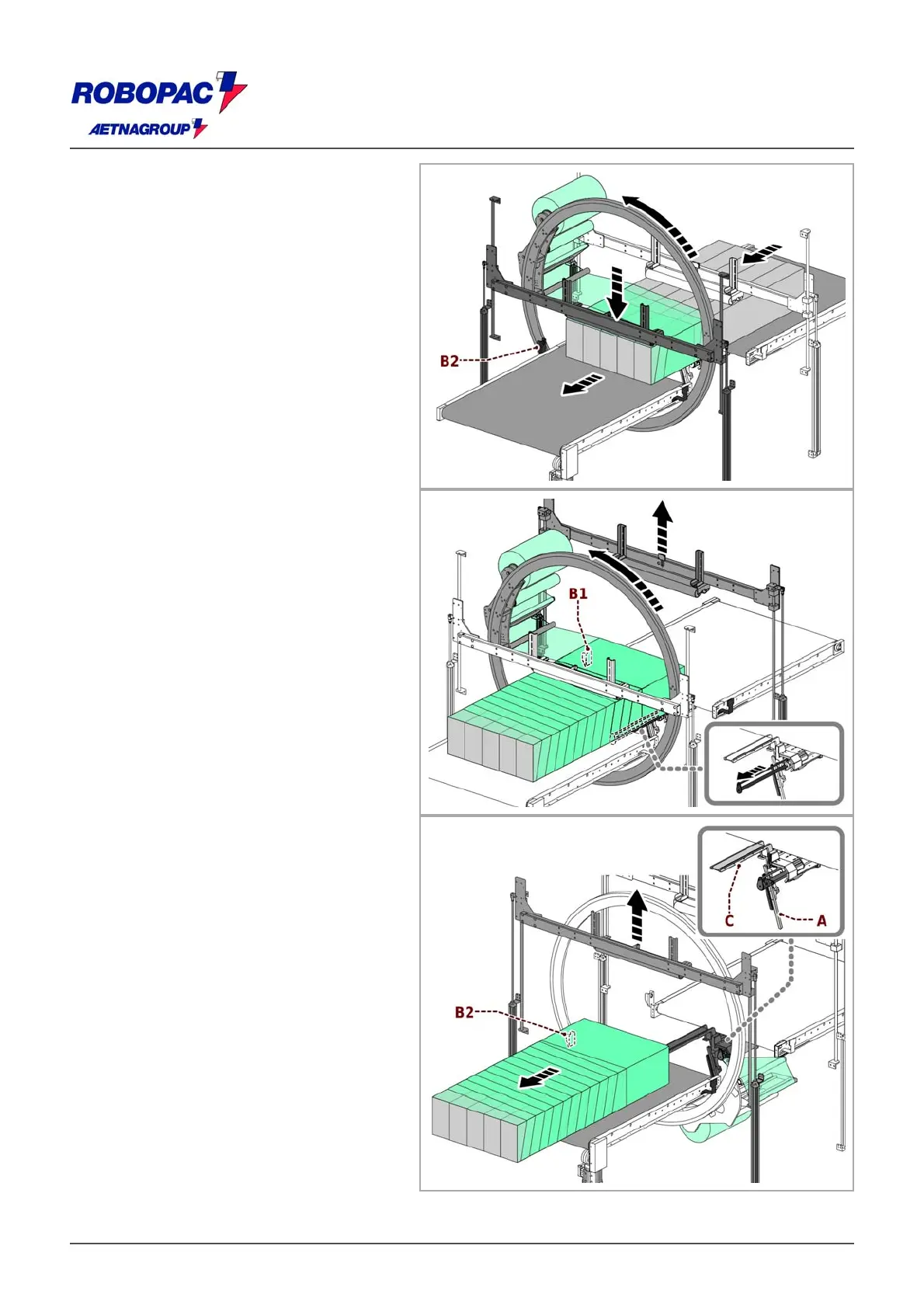
Phase 4
‒ After the “Head and tail turns” count has
finished, the rotating ring stops and the
pad (A) moves up, locking the film
against the stopper (C).
If there is a sealing unit installed, the
coating gets sealed as the pad moves
up.
The gripper returns to its position and
locks the coating.
‒ The blade comes out and cuts the
coating.
‒ The pad (A) lowers into rest position and
the blade is withdrawn at the same time.
‒ The outfeed conveyor restarts.
‒ The product detects the photocell (B2),
the outfeed pressure unit lifts up and the
“conveyor outfeed” timer starts.
‒ When timer has finished counting, the
conveyor stops and the products totally
wrapped can be removed from the
machine.