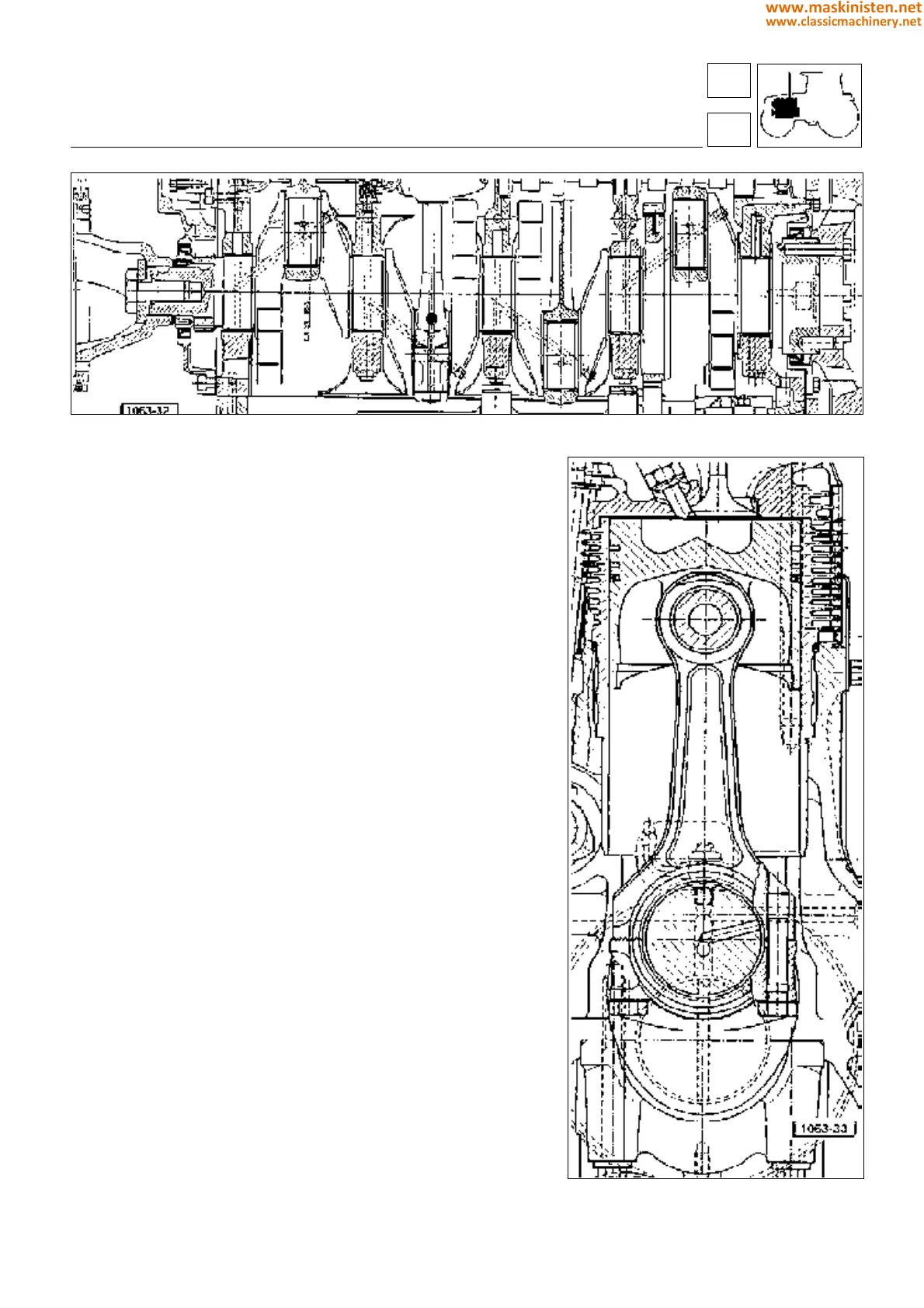
Fig. 11 - 4-cylinder engine crankshaft assemblcrankshaft
Crankshaft
The crankshaft is in nodular cast iron.
All operations must be carried out in compliance with the following
standards:
1 - Metalloscope inspection of 100% of pieces; cracks are not
permissible.
2 - When grinding the crankshaft, it should preferably rotate in the
opposite direction to its normal rotation in the engine, but rotation
in the same direction is permissible. During the polishing opera-
tion, however, the crankshaft must rotate only in the same direc-
tion as it normally rotates in the engine.
The surfaces must be polished and totally free of machining
marks.
NB: the permitted values for crankshaft grinding are given on page
29.
3 -The emerging Ø6 mm oilways must be chamfered with a radius
of 1.5 mm, and these chamfers must be free from machining
marks.
4 - Round off all sharp edges.
5 -The crankshaft (complete with ring gear, in the case of 4-cylin-
der engines) and Ø12 mm dowel, must be balanced both statically
and dynamically. The maximum permissible unbalance on the end
supports is 150 g cm.
6 - Before assembly, degrease and thoroughly clean the cranks-
haft, including the oilways.
Fig. 12 - 4-cylinder engine crankshaft cross-sec-
tion.
engine
crankshaft
12
1
31
www.maskinisten.net
www.classicmachinery.net