Settings
Operating Instructions Soyer Bolzenschweißtechnik 65
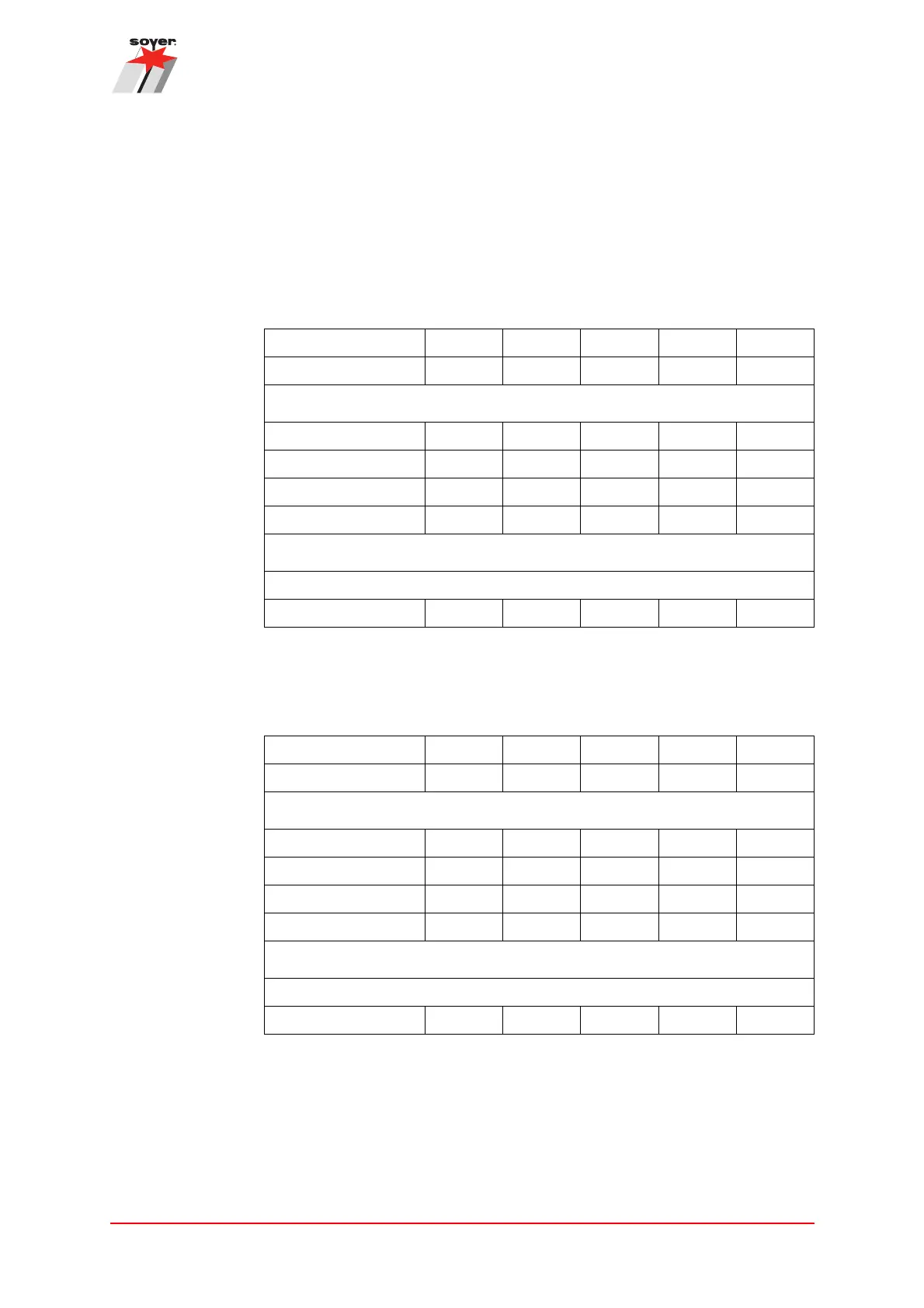
13.1.1 Support tables for device settings
The values stated in the following table may be useful reference values for a first
test weld.
How to adjust the respective settings is explained in the following chapters.
The values were determined on a metal sheet with a thickness of 2 mm.
The values were determined on a metal sheet with a thickness of 2 mm.
Welding parameter adjustment aid for BMK-8i SRM
PH-9 SRM
12
gun
Stud material Steel 4.8 A2-50 Steel 5.8 Steel 8.8 A2-50
Stud thread - type M6-MF M6-MF M8-HZ-1 M8-HZ-1 M8-HZ-1
General welding parameters
Welding current approx. [A]
200 200 270 270 270
Welding time approx. [ms]
250 250 300 300 300
SRM® current approx. [A] 0.30 0.30 0.30 0.30 0.50
Gas pre-flow time approx. [s]
1.0 1.0 1.0 1.0 1.0
Lift time/height of lift
Required height of lift approx.: 1 - 1.5 mm
Lift time approx. [ms] 13.5 13.5 13.5 13.5 13.5
Welding parameter adjustment aid for BMK-8i SRM
PH-3N SRM gun
Stud material Steel 4.8 A2-50 Steel 5.8 Steel 8.8 A2-50
Stud thread - type M6-MF M6-MF M8-HZ-1 M8-HZ-1 M8-HZ-1
General welding parameters
Welding current approx. [A]
200 200 270 270 270
Welding time approx. [ms]
250 250 250 250 250
SRM® current [A] 0.20 0.20 0.30 0.30 0.50
Gas pre-flow time [s] 1.0 1.0 1.0 1.0 1.0
Lift time/height of lift
Required height of lift approx.: 1 - 1.5 mm
Lift time approx. [ms] 12.5 10.0 8.5 8.5 8.5