Welding operation
74 Operating Instructions Soyer Bolzenschweißtechnik
14.2 Notes on checking the quality of the weld
If the SOYER® stud welding equipment is handled correctly and the correct
materials are selected, the strength of the welding joint (welding zone) is always
higher than the strength of the stud or the base material.
In practice, the following production control tests have proved successful:
• Visual inspection
• Bend test
For further information, see standard:
DIN EN ISO 14555 Arc stud welding of metallic materials or Technical Bulletin
DVS 0904 Instruction for practice - Arc stud welding.
14.2.1 Visual inspection
The visual inspection serves as a rough check for major defects. The uniformity
of the weld is assessed.
The following table serves as an aid for the assessment of the welding result:
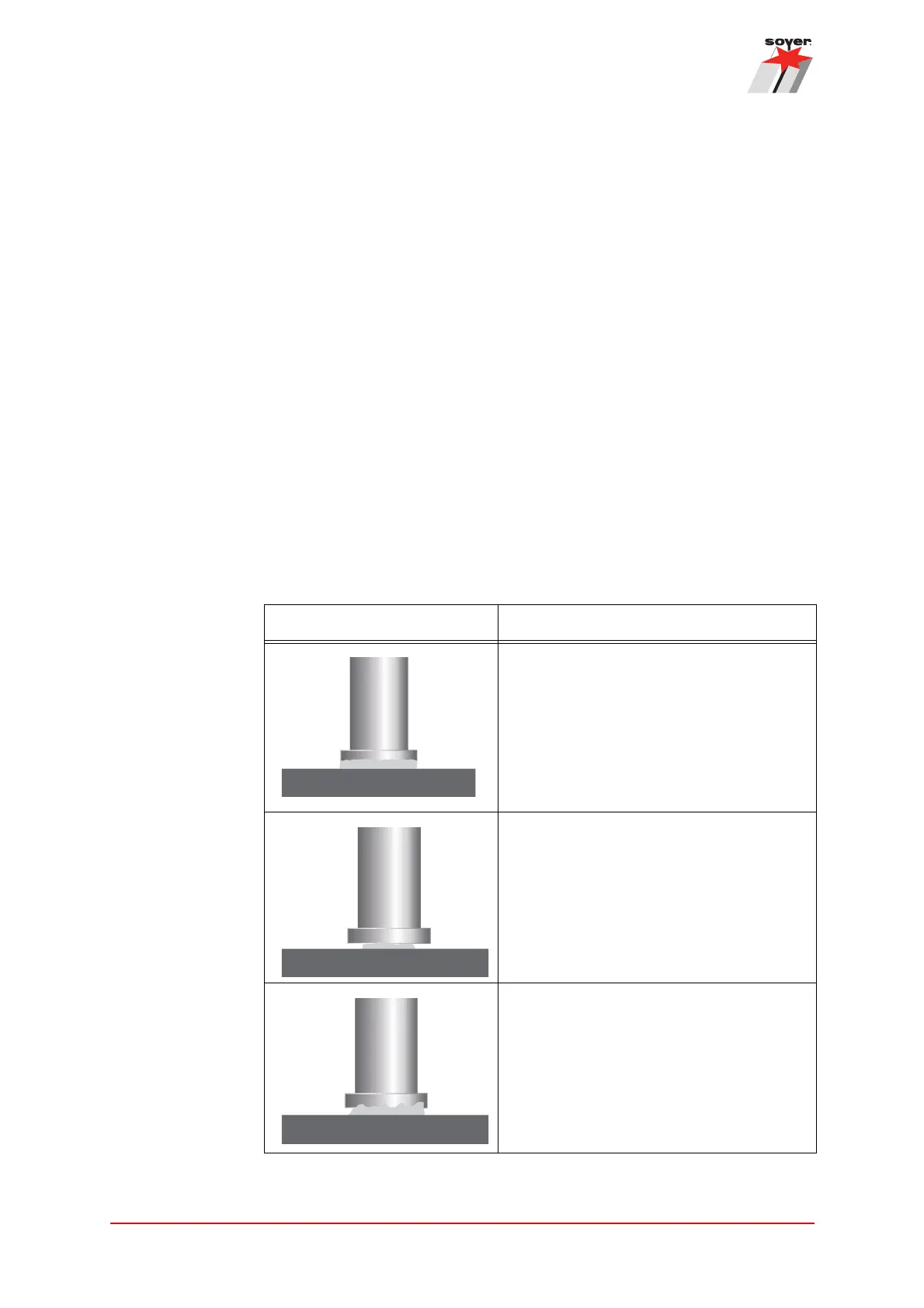
Visual inspection
Welding image Note
Good welding joint.
Optimum setting.
Even, bright and closed small welding
bead.
Poor welding joint, e.g. because the
welding energy is too high or the
immersion distance / lift is too small.
The stud is constricted to the welding
joint. The stud is only partially welded.
Poor welding joint, e.g. because the
welding energy is too low or the lift is
too short.
The welding bead is weak and unevenly
formed.