ADT-HC4500 Flame/Plasma Cutting Machine CNC System
- 127 -
0007: G81——Counting instruction; the system counts once automatically every cycle;
0009: G40——Compensation ends
0010: G28——Return to reference point
0011: G80——Cycle ends;
0012: M02——Processing ends
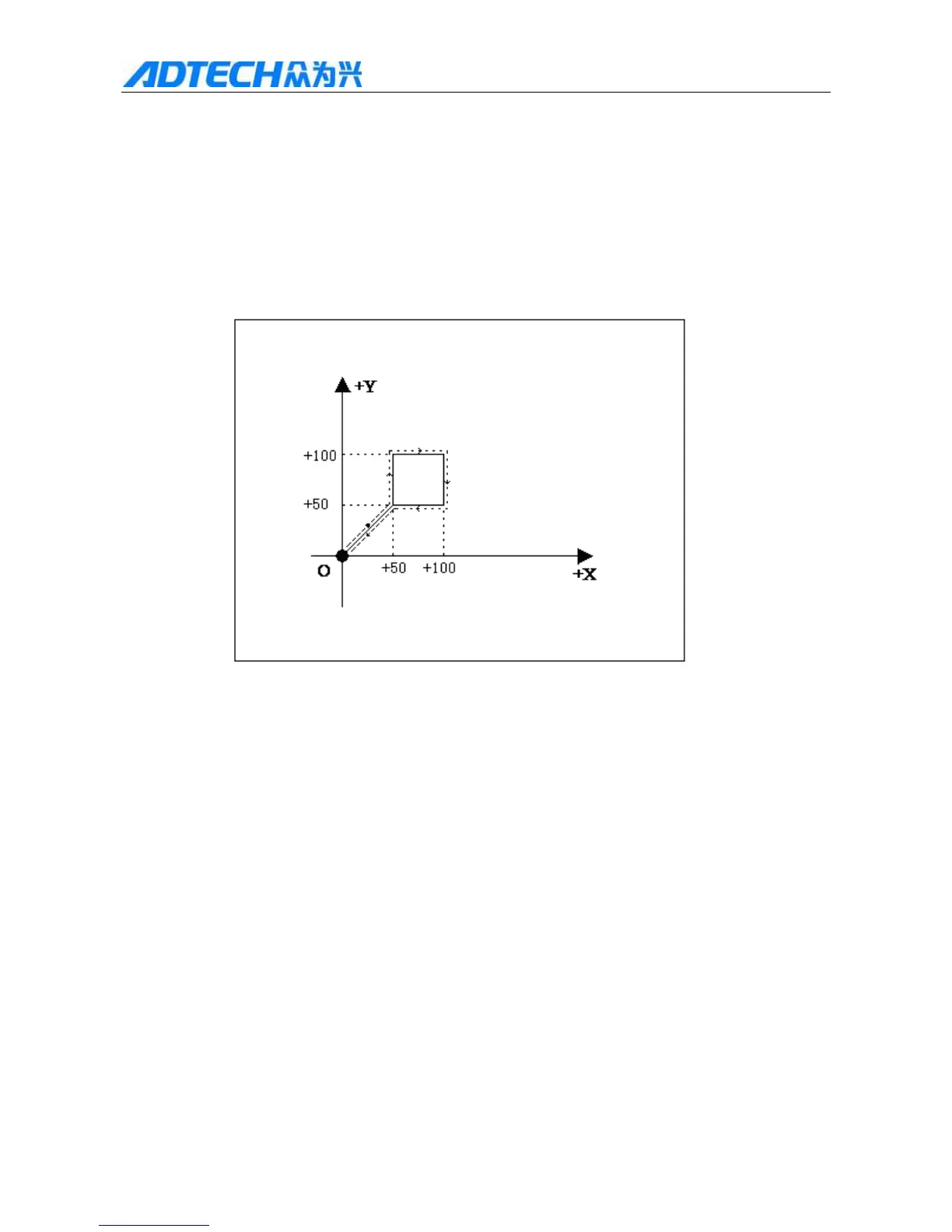
2. Square
Relative coordinate programming and graphics code description:
0000: G92 X0 Y0
0001: G41——Left compensation
0002: M07——Perforating action;
0003: G01 X50 Y50——Perforating lead;
0004: Y50——First edge; if the above instruction is G01, G01 and X0 of this instruction can
be emitted to make the manual code editing convenient.
0005: X50——Second edge;
0006: Y-50——Third edge;
0007: X-50——Fourth edge;
0008: M08——Turn off cutting oxygen;
0009: G40——Compensation ends
0010: G28——Return to reference point at the top speed;
 Loading...
Loading...