115
3. Make sure you have enough feed roller pressure programmed to properly grip the wire. See the
wire properties screen to adjust this.
4. Reducing the wire feed acceleration may help with positioning the wire.
5. Measure the insulation slug to see if it is the correct length. If it is correct and the stripped end of
the wire is not correct this would indicate that either the core of the wire is moving in the finished
part or that the insulation is stretching on the finished part during the strip.
6. The most common issue with strip length variation is loose timing belts inside the machine. To
tighten a timing belt;
a. Loosen the pulleys for the wire feed belts on the outside of the machine.
b. Tighten the timing belt inside the machine by adjusting the idler pulley.
c. Tighten the pulleys for the wire feed belts on the outside of the machine.
7. Check at the teeth of the aluminum wire feed pulleys. The teeth should be flat across. If they are
worn concave replace the pulleys.
8. Making changes to the part while you are operating the machine in job mode has caused some
issues of the wrong strip lengths and/or parts being made. The problem becomes especially
noticeable if there is a pre-process such as ink jet marking or hot stamp marking. Updating the
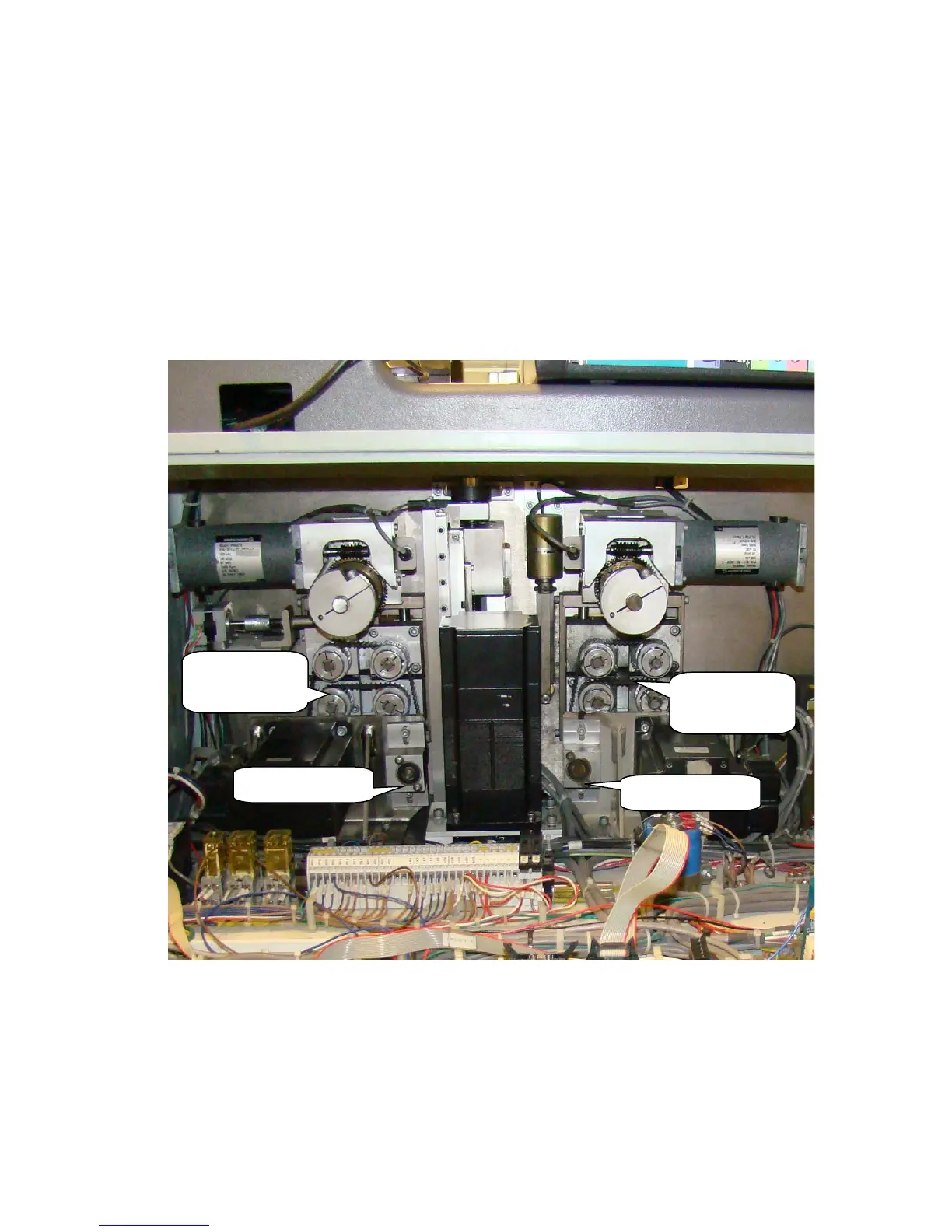
In Feed
Timing belt
Out Feed
Timing belt
Belt Tensioner
Belt Tensioner