PRESS BRAKE TOOLING
A hydraulic press brake is a very versatile bending
machine. It is capable of exerting high forces
between its bed and ram. These forces are applied
and directed into the material to be formed by the
use of tooling (dies).
The type and shape of the dies are the principle fac-
tors in establishing the shape of the part to be
formed. There are many different types and shapes
of press brake dies. Some have a very special and
unique shape. However, most dies are members of
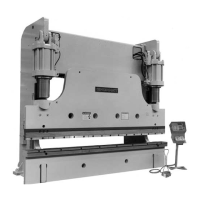
a family of tooling called Vee Dies. See Figure 5-1.
FIGURE 5-1 – Vee Dies
These dies, being the most common and widely
used, will be referred to in the following instructions.
TYPES OF DIES
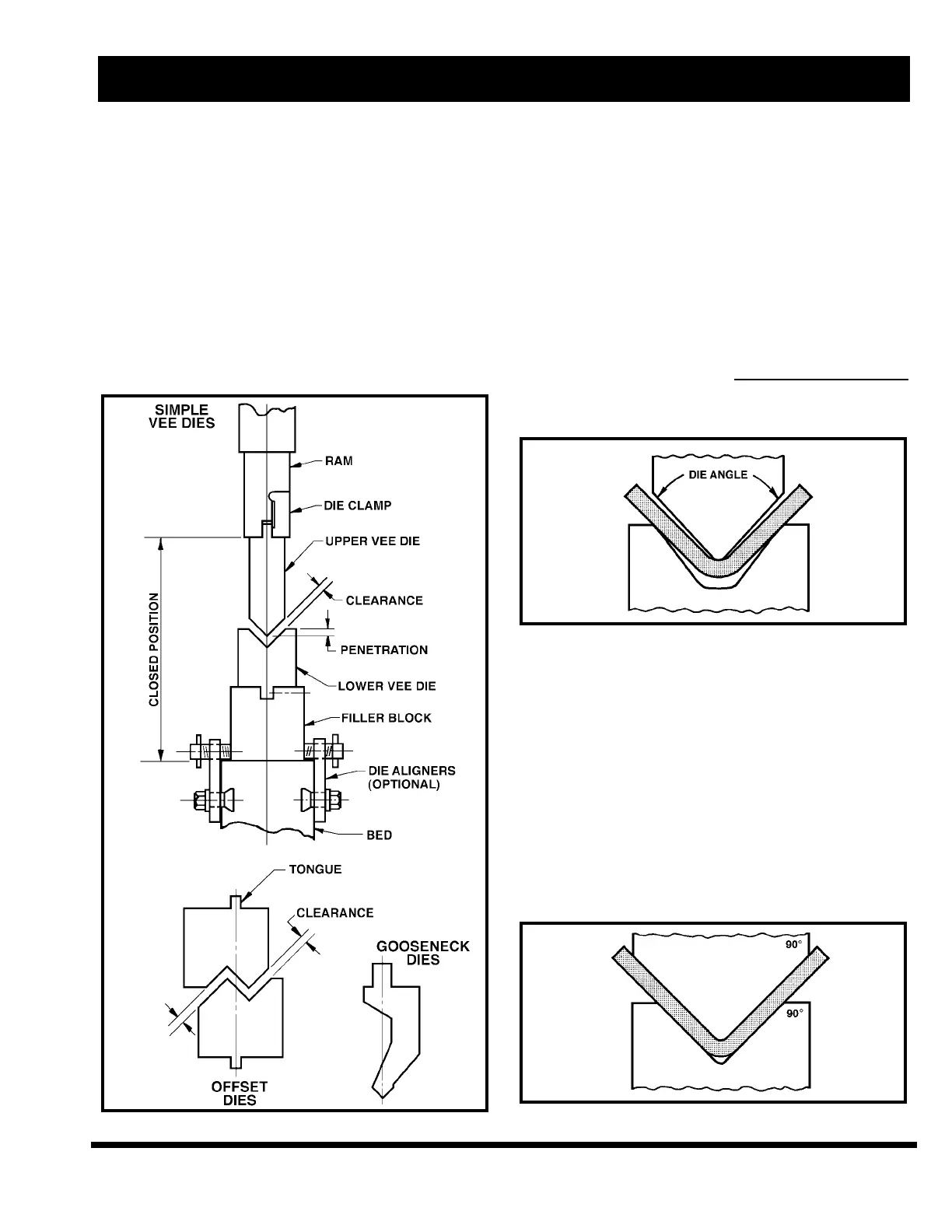
AIR BEND DIES: These dies are made with sharp-
er angles than the angle to be formed. The metal
being formed contacts only the nose of the upper
die and the two radii of the lower vee die open-
ing. See Figure 5-2. Thus, all of the ram force is
used in forming and none in squeezing the
metal. Any angle greater than the die angle can
be formed by adjusting the stroke reversal posi-
tion as required. See the Pr
ess Brake Capacities
booklet, PT-50691, included with this manual
for further air bending information.
FIGURE 5-2 – Air bend dies
BOTTOMING DIES: The primary purpose of bot-
toming dies is to provide greater part accuracy
and special shapes. They can also be used to
obtain a relatively sharp inside corner. They are
made in matched pairs, according to the thick-
ness of the stock to be formed and radius
required. See Figure 5-3. These dies require
three to ten times as much force as air bend
dies. Other types of bottoming dies are coining
dies (used to obtain a sharp inside radius), mul-
tiple bend and channel dies, and radius bend
dies. Do not use ANGLE mode when bottoming.
Use POSITION or TONNAGE mode.
FIGURE 5-3 – Bottoming dies
EM-446 (N-08/99)
5-1
SECTION 5 SET-UP & USE