Base
Engine Components
DODGE
Turbo Diesel
Alternative Repair Procedures
Page9K-9
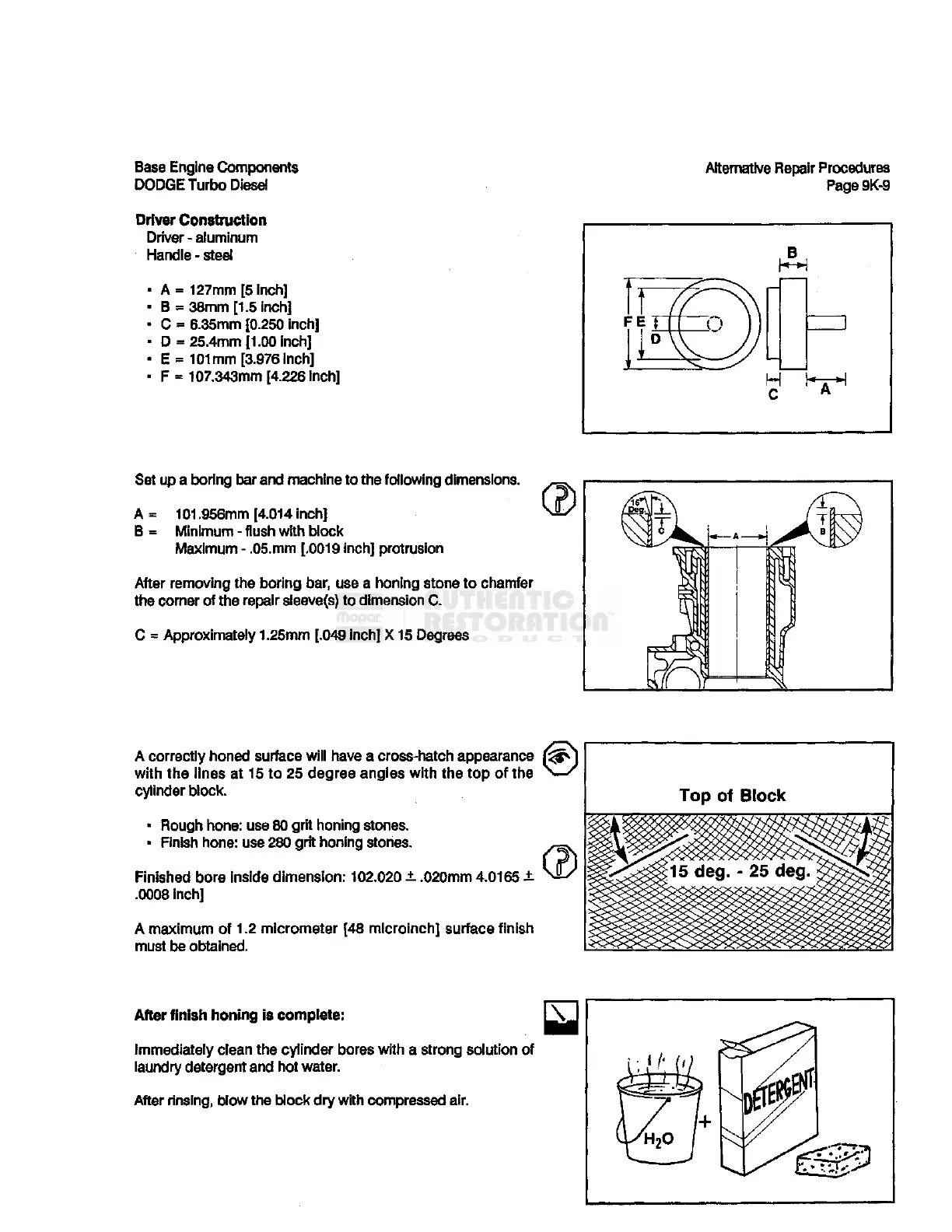
Driver Construction
Driver - aluminum
Handle -steel
A
=
127mm
[5 inch]
B
«
38mm
[1.5 inch]
C
=
6.35mm
[0.250
inch]
D =
25.4mm
[1.00 inch]
E
- 101mm
[3.976
Inch]
F
-
107.343mm
[4.226
Inch]
Set
up a boring bar and machine to the following dimensions.
A
=
101.956mm
[4.014
inch]
B
=
Minimum
-
flush
with
block
Maximum
-
.05.mm
[.0019
inch] protrusion
After
removing the boring bar
f
use a honing stone to chamfer
the comer of the repair
sleeve(s)
to dimension C.
C
= Approximately
1.25mm
[.049 inch] X15 Degrees
A
correctly honed surface
will
have a
cross-hatch
appearance f<^
with
the lines at 15 to 25 degree angles
with
the top of the
cylinder block.
- Rough hone: use 80
grit
honing
stones.
-
Finish
hone:
use
280
grit
honing stones.
Finished
bore inside dimension:
102.020
±
.020mm
4.0165
-t
.0008
inch]
A
maximum of 1.2 micrometer [48 microinch] surface finish
must be obtained.
After
finish honing is complete:
Immediately clean the cylinder bores
with
a strong solution of
laundry detergent and hot water.
After
rinsing,
blow the block dry
with
compressed
air.