Kraftformer KF 170 PD
2018-05-09 | ECKOLD AG 40
Two or more layers of sheet metal add up to the maximum thickness the tool can clinching. Please consult
the following diagram. Overloading by exceeding the max. thickness does cause breakage of tool and pun-
ches and dies.
Only metal parts may be joined with the Clinching tool.
Any other use of the tool is NOT correct and not allowed. The maker cannot be held responsible for any
damages by not intended use of the tool.
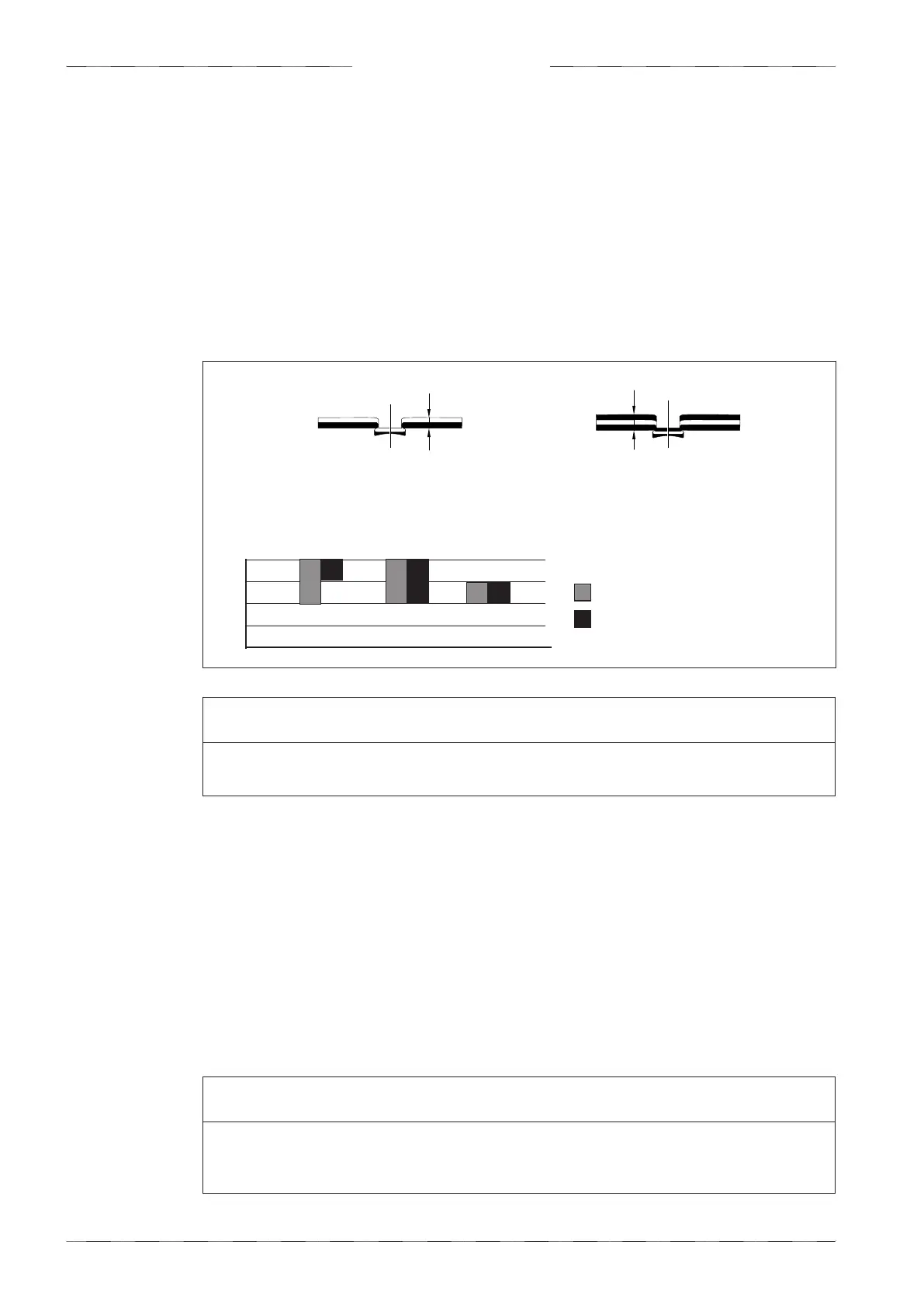
7.8.1 Clinching parameters
2.0
1.0
0
S-DF R-DF
6 mm
R-DF
8 mm
s
tot
[ mm ]
s
tot
s
tot
2 layers 3 layers
Material:
St 37 (approx. 400 N/mm
2
tens. strength)
Alu (approx. 250 N/mm
2
) not cured
i INFO
For more information regarding the Clinching parameters,
please refer to "Clinching Manual"
7.9 Inadmissible working procedures
— It is not permissible to use self-made tools in the machine.
— Tools may not be oiled or greased.
In all forming tools rubber-metal combinations are essential construction elements. These can
be damaged by lubricants.
iIMPORTANT
The ECKOLD Elastic-Forming Tools are designed and manufactured for use in
Kraftformer Machine. They will be damaged or destroyed when used in other
machines.
Operation