116 100-412-183 REV. 13
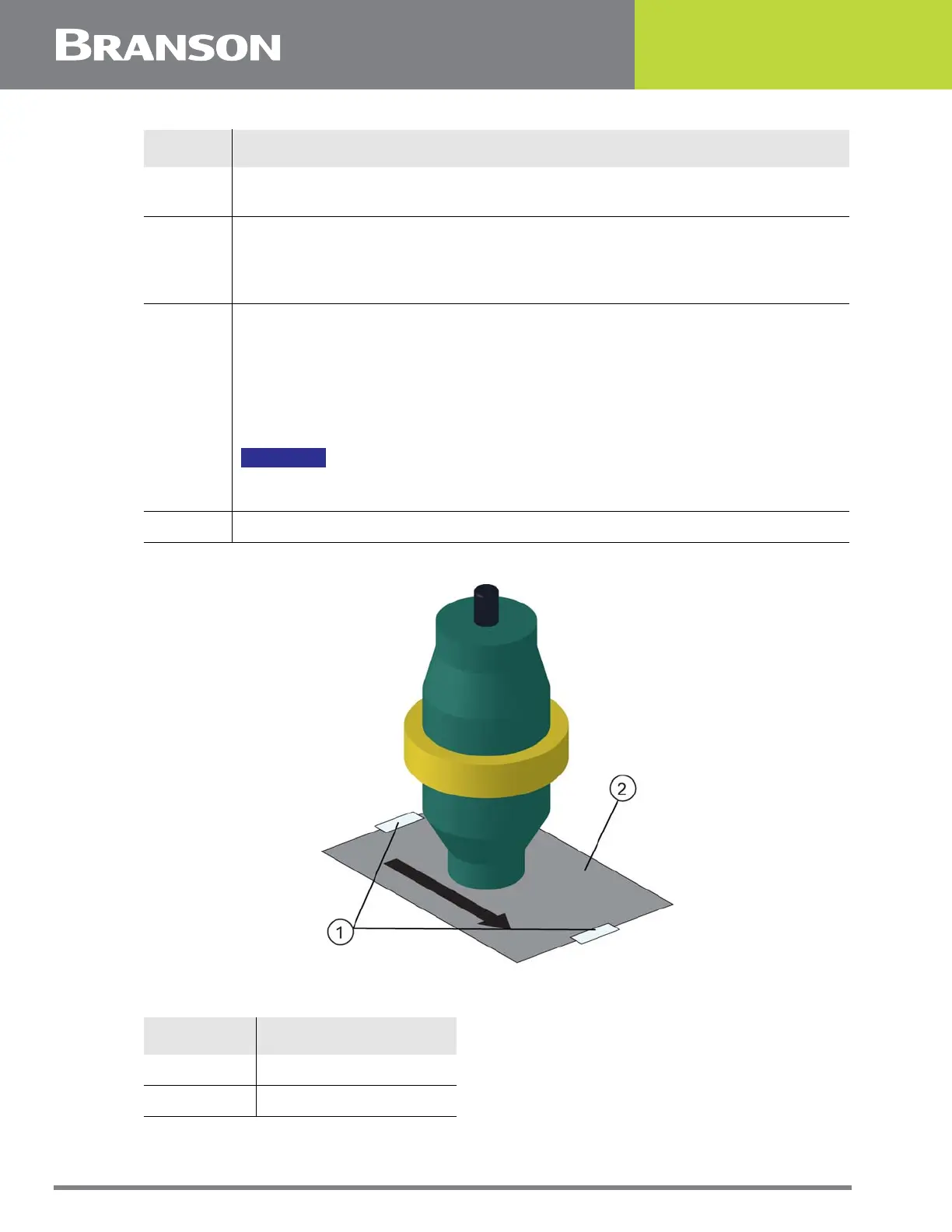
Figure 8.1 Reconditioning Stack Mating Surfaces
8
Rotate the part another 120 degrees to the next spanner-wrench hole, and
repeat the lapping procedure in step 6.
9
Re-examine the mating surface. If necessary, repeat steps 2-5 until you
remove most of the contaminant. Remember, this should not require more
than two to three complete rotations for an aluminum horn or booster; a
titanium component may require more rotations.
10
Before re-inserting a threaded stud in an aluminum booster or horn:
• Using a file card or wire brush, clean any aluminum bits from the knurled end of
the stud
• Using a clean cloth or towel, clean the threaded hole
• Examine the knurled end of the stud. If worn, replace the stud. Also, examine the
stud and threaded hole for stripped threads
NOTICE
Threaded studs cannot be reused in titanium horns or boosters. Replace all
studs in these components.
11 Assemble and install the stack.
Table 8.2 Reconditioning Stack Mating Surfaces
Item Description
1 Tape
2 #400 Emery Cloth
Table 8.1 Stack Reconditioning Procedure
Step Action