157
G Codes
96-8000 rev R June 2007
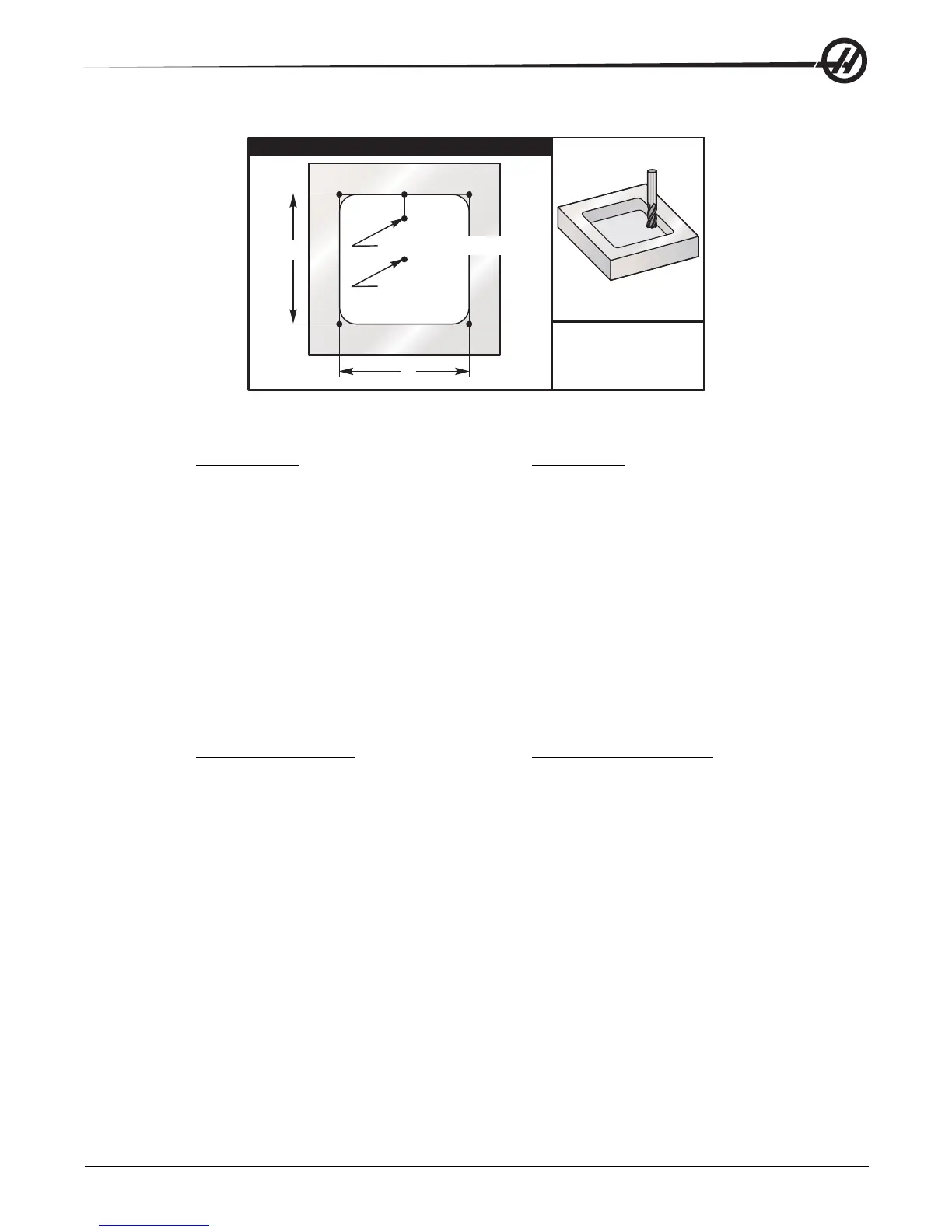
Square Pocket
X0, Y0
1, 62
3
4
5
Tool #1 is a .500
diameter end mill
G150 General Purpose Pocket Milling
G150 General Purpose Pocket Milling
5
5
Start Point X0, Y1.5
Pocket milling for G150 operation.
5.0 x 5.0 x 0.500 DP. Square Pocket
Main Program Subprogram
%%
O01001 O01002 (Subprogram for G150 in O01001)
T1 M06 (Tool #1 is a 0.500" diameter endmill) G01 Y2. (1)
G90 G54 G00 X0. Y1.5 (XY Start Point) X-2.5 (2)
S2000 M03 Y-2.5 (3)
G43 H01 Z0.1 M08 X2.5 (4)
G01 Z0.01 F30. Y2.5 (5)
G150 P1002 Z-0.5 Q0.25 R0.01 J0.3 K0.01 G41 D01 F10. X0. (6) (Close Pocket Loop)
G40 G01 X0. Y1.5 M99 (Return to Main Program)
G00 Z1. M09 %
G53 G49 Y0. Z0.
M30
%
Absolute and Incremental examples of a subprogram called up by the P#### command in the G150 line:
Absolute Subprogram Incremental Subprogram
%%
O01002 (G90 Subprogram for G150) O01002 (G91 Subprogram for G150)
G90 G01 Y2. (1) G91 G01 Y0.5 (1)
X-2.5 (2) X-2.5 (2)
Y-2.5 (3) Y-5. (3)
X2.5 (4) X5. (4)
Y2.5 (5) Y5. (5)
X0. (6) X-2.5 (6)
M99 G90
% M99
%