23
Introduction
96-8000 rev R June 2007
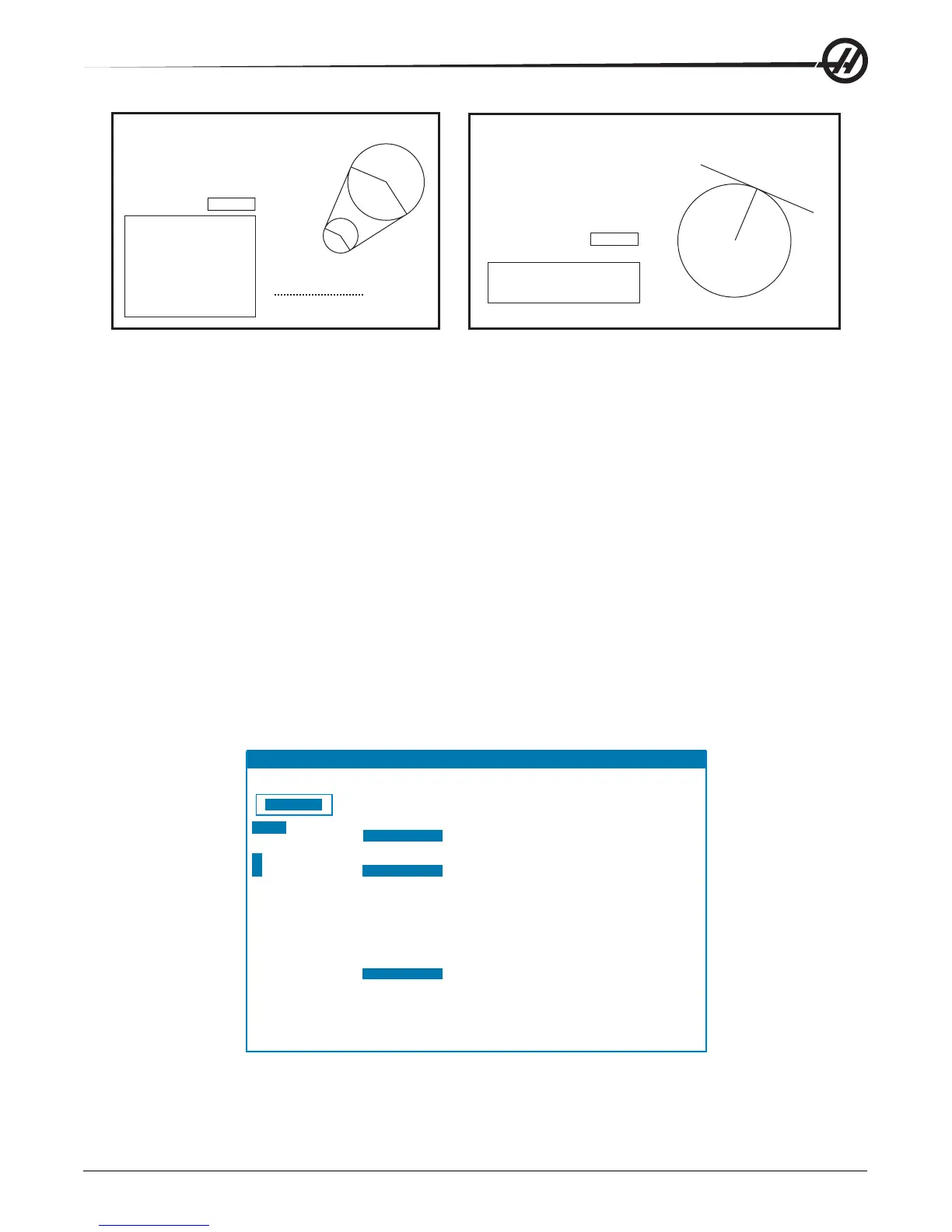
CIRCLE-CIRCLE TANGENT
CIRCLE1 X
CIRCLE1 Y
RADIUS 1
CIRCLE2 X
CIRCLE2 Y
RADIUS 2
TANGT A X
Y
TANGT B X
Y
TANGT C X
Y
TANGT D X
Y
5.0000
6.0000
4.0000
0.0000
0.0000
2.0000
1.3738
7.6885
7.3147
2.7378
-1.8131
0.8442
1.1573
-1.6311
a
b
c
d
Type: STRAIGHT
Use F and T to form G-code.
F1 for alternate solution
CIRCLE-LINE TANGENT
POINT A X
Y
XPOINT B
Y
POINT C X
Y
RADIUS
TANGT PT X
TANGT PT Y
5.0000
3.0000
1.0000
4.0000
0.0000
0.0000
4.1231
1.0000
4.0000
a
b
c
Circle-Circle Tangent Calculator
This feature provides the ability to determine points of intersection between two circles or points. The user
provides the location of two circles and their radii. The control then calculates all the intersection points that
are formed by lines tangent to both circles. Note: For every input condition where there are two disjointed
circles, there are up to eight intersection points. Four points are obtained from drawing straight tangents and
four points by forming cross tangents. The F1 key is used to toggle between the two diagrams. When "F" is
pressed, the control will prompt for the from and to points (A, B, C, etc.) that specify a segment of the diagram.
If the segment is an arc, the control will also prompt for C or W (CW or CCW). Sample G code is then dis-
played at the bottom of the screen. When "T" is entered, the previous to point becomes the new from point and
the control prompts for a new to point. To enter the solution (line of code), switch to MDI or Edit and press F3,
as the G-code is already on the input line.
Milling/Tapping Help
The Milling/Tapping Help page will help you solve equations relating to milling and tapping. They are:
1. SFM (Surface Feet per Minute) = (CUTTER DIAMETER IN.) * RPM * 3.14159 / 12
2. (FEED IN./MIN.) = RPM / (THREAD PITCH)
3. (CHIP LOAD IN.) = (FEED IN./MIN.) / RPM / #FLUTES
Enter all but one of the values and the control will compute the remaining value. Note that the RPM value for
the first two equations are the same entry.
CALCULATOR
PGM F0.
ACTF0.
PGM S0
CMD S0
ACT S0
PGM F0.
ACT
F0.
PGM
S0
CMD
S0
ACT
S0
MILLING
TAPPING
THREADS 3. 0000 /IN
RPM40
13. 3333 IN/MINFEED
THREADS 3. 0000 /IN
RPM
40
13.
3333 IN/MINFEED
CUTTER DIA 0. 5000 IN
SURFACE SPEED 5. 0000 FT/MIN RECOMMENDED
38
FLUTES4
FEED 6. 0000 IN/MIN
0. 0365 IN RECOMMENDED
MATERIAL LOW CARBON UNALLOYED STEEL
TOOL TYPE CARBIDE
CUT WIDTH 2. 0000 IN
CUT DEPTH 0. 0500 IN REQUIRED POWER
RPM
CHIP LOAD
CUTTER DIA 0. 5000 IN
SURFACE
SPEED 5. 0000 FT/MIN RECOMMENDED
38
FLUTES
4
FEED
6. 0000 IN/MIN
0.
0365 IN RECOMMENDED
MATERIAL
LOW CARBON UNALLOYED STEEL
TOOL
TYPE CARBIDE
CUT
WIDTH 2. 0000 IN
CUT
DEPTH 0. 0500 IN REQUIRED POWER
RPM
CHIP
LOAD
LOAD
+-*/
HELP (MEM) O00000 N00000000
0.000000000
(MACHINE)
0.0000 in
0.0000 in
3.5179 inZ
X
Y
(MACHINE)
0.0000
in
0.0000
in
3.5179
in
X
Y
Z
Note: When metric units are selected, the units displayed change to millimeters, threads per mm, mm per
minute, and meters, respectively.