Switch on the main switch of the machine.
Do not confirm the Power interrupted message
but immediately call the MP list.
Enter the value of MP 1054.x (distance of one motor
revolution) in MP 331.x (distance for the number of
signal periods of MP 332) of the master.
Enter the line count of the motor encoder (information from,
e.g., the motor table) in MP 332.x (number of the signal
periods for the distance in MP 331) of the master.
Deactivate the position encoder for the master.
Enter the value 0 for the axis concerned in MP 110.x
(assignment of the position encoder inputs).
Now you can traverse carefully with indirect measurement!
Yes
No
Deselect the reference run for the master axis by
entering the value 0 in MP 1340.x (sequence when
traversing the reference marks).
Exit the MP list and switch on the machine.
Travers the torque-master-slave axes carefully!
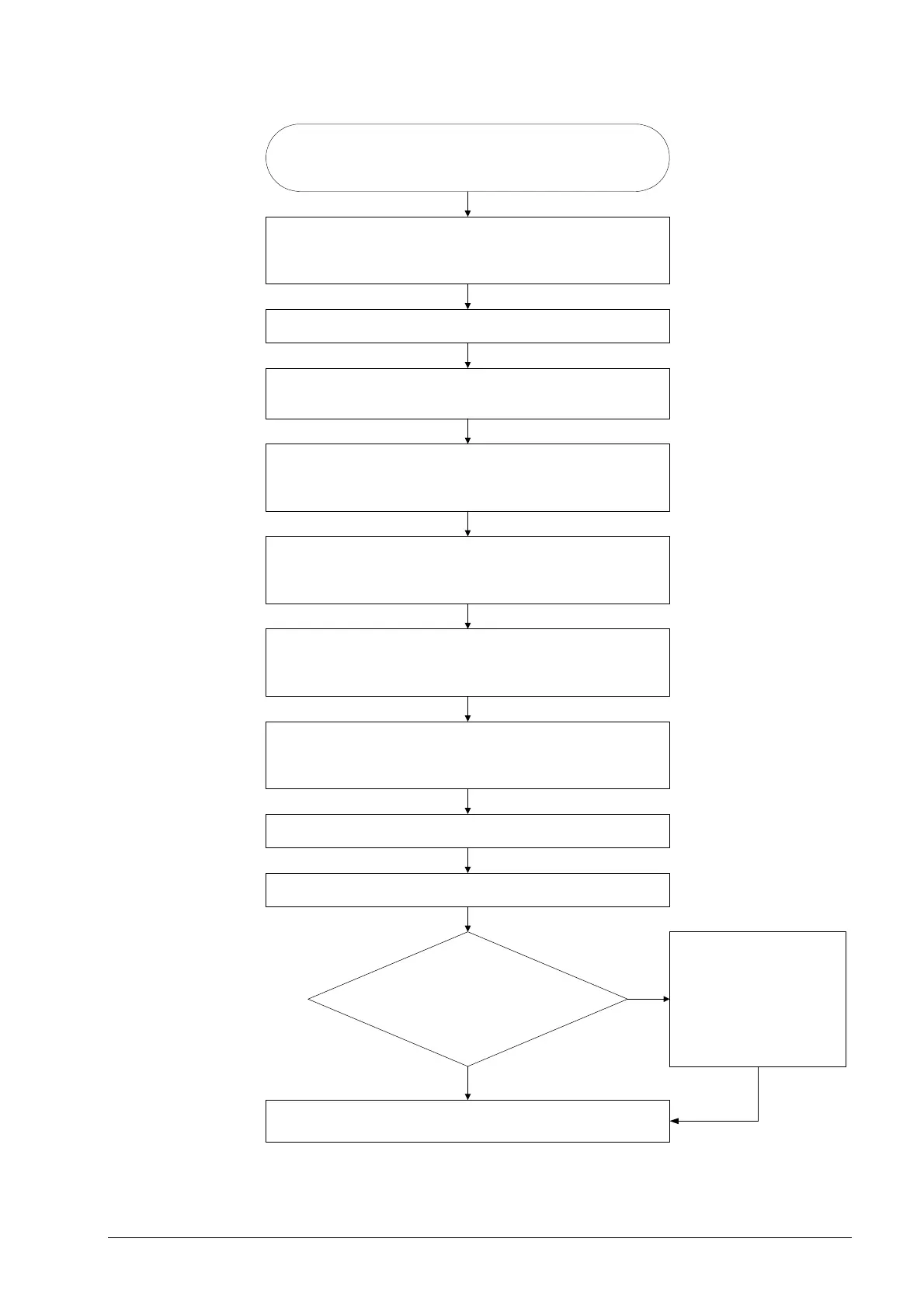
Position capture with motor encoder
(indirect measurement) for
axes with torque-master-slave control
Press the EMERGENCY-
STOP button and invert
either MP 1040.x (algebraic
sign of the nominal speed
value) or MP 210.x
(counting direction of the
position encoder signals).
The machine is switched off.
Press the EMERGENCY-STOP button and turn the
feed rate potentiometer to zero.
Display of error messages, such
as Incorrect entry in MP 1040.x or
Movement monitoring, standstill
monitoring, etc.?

 Loading...
Loading...








