HEIDENHAIN MANUALplus 620 101
2.7 Units—Finishing
Access to the technology database:
Machining operation: Finishing
Affected parameters: F, S, E
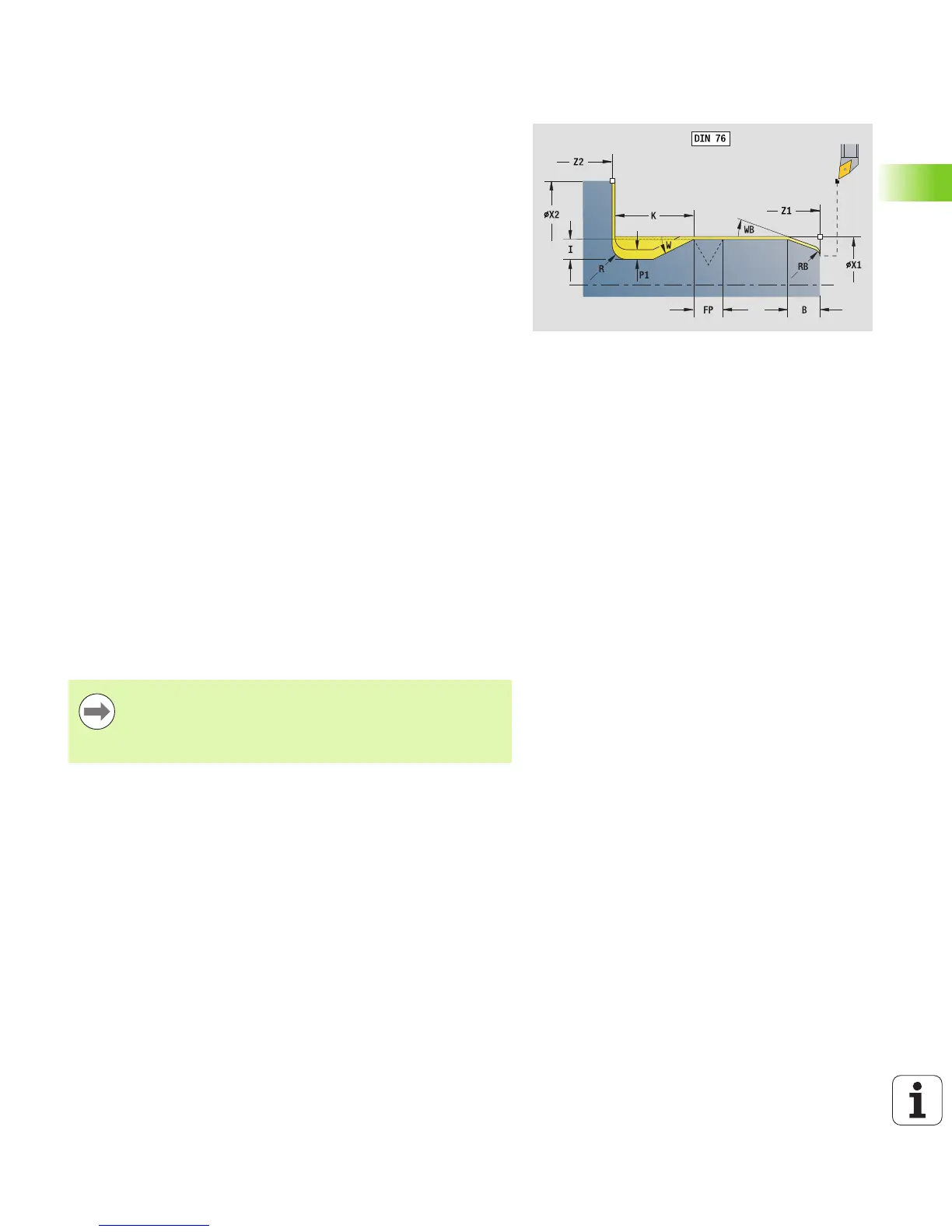
Parameters on the “Type G” form
FP Thread pitch
I Undercut diameter (default: value from standard table)
K Undercut length (default: value from standard table)
W Undercut angle (default: value from standard table 30°)
R Undercut radius (default: value from standard table)
P1 Undercut oversize
No input: Machining in one cut
P1>0: Division into pre-turning and finish-turning; P1 is
the longitudinal oversize; the transverse oversize is
always 0.1 mm
H Type of departure
0: To the starting point
1: Plane surface end
Additional parameters for "cylinder first cut"
B Cylinder 1st cut length (no input: no cylinder start chamfer)
WB 1st cut angle (default: 45°)
RB 1st cut radius (no input: no cylinder start radius)
E Reduced feed rate for plunging and the first cut (default:
active feed rate)
U Grinding oversize for cylinder
Further forms: see page 46
Undercuts can only be executed in orthogonal, paraxial
contour corners along the longitudinal axis.
Parameters that are not programmed are automatically
calculated from the standard table.

 Loading...
Loading...





