58 smart.Turn Units
2.3 Units—Recessing
2.3 Units—Recessing
"ICP contour recessing" unit
The unit machines the contour described in the FINISHED program
section axially/radially from "NS to NE". Any auxiliary contour defined
in FK will be used.
Unit name: G860_ICP / Cycle: G860 (see page 255)
Access to the technology database:
Machining operation: Contour recessing
Affected parameters: F, S, E
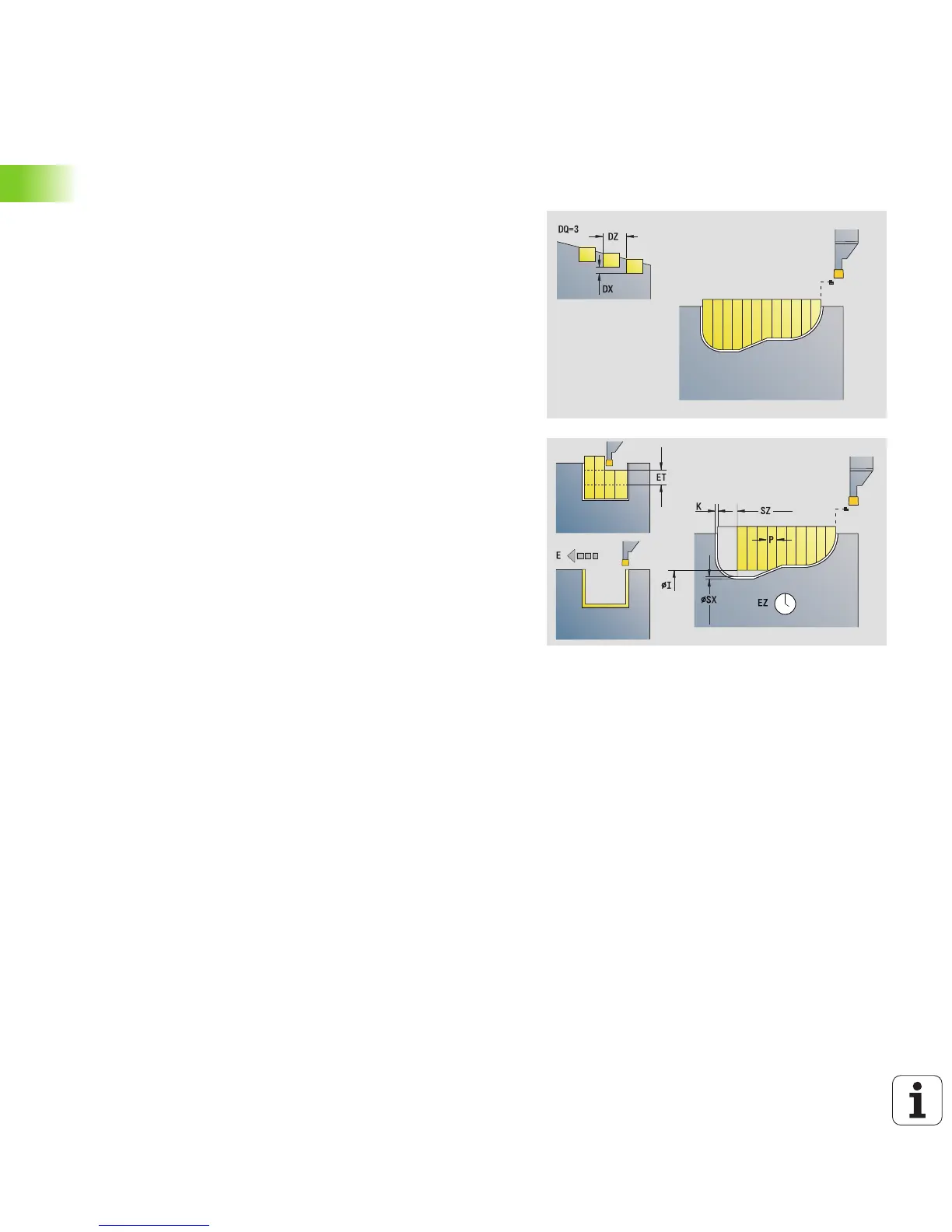
Contour form
DQ Number of recessing cycles
DX, DZ Distance to subsequent recess in X, Z direction (DX: radius
value)
Further parameters of the contour form: see page 48.
Cycle form
I, K Oversize in X, Z direction (I: diameter value)
SX, SZ Cutting limit (SX: diameter value)—(default: no cutting
limit)
P Cutting width (recessing width): (default: 0.8 x tool width)
E Finishing feed rate. Differing feed rate used only for the
finishing process.
EZ Period of dwell after recessing path (default: time for one
spindle revolution)
Q Roughing/finishing (process variants)
0 (SS): Roughing and finishing
1 (SP): Only roughing
2 (SL): Only finishing
H Type of retraction at end of cycle
0: Return to starting point
Axial recess: First Z, then X direction
Radial recess: First X, then Z direction
1: Positions in front of the finished contour
2: Retracts to safety clearance and stops
APP Approach: see page 51
Further forms: see page 46

 Loading...
Loading...





