174 ISO Programming
4.1 Programming in DIN/ISO Mode
Address parameters
Coordinates can be programmed absolutely or incrementally. If you do
not make any entry for X, Y, Z, XK, YK, C, the coordinates of the block
previously executed will be retained (modal).
The MANUALplus calculates missing coordinates in the principal axes
X, Y or Z if you program “?” (simplified geometry programming).
The machining functions G0, G1, G2, G3, G12 and G13 are modal. This
means that the MANUALplus uses the previous G command if the
address parameters X, Y, Z, I or K in the following block have been
programmed without a G function However, the address parameters
must have been programmed as absolute values.
The MANUALplus supports the use of variables and mathematical
expressions as address parameters.
To edit address parameters:
U Call the dialog box.
U Position the cursor in the input field and enter/change the values, or
U Use the additional input options provided by the soft keys.
Program “?” (Simple geometry programming).
Switch from incremental to absolute, or vice versa.
Activate variable input.
Load the contour reference.
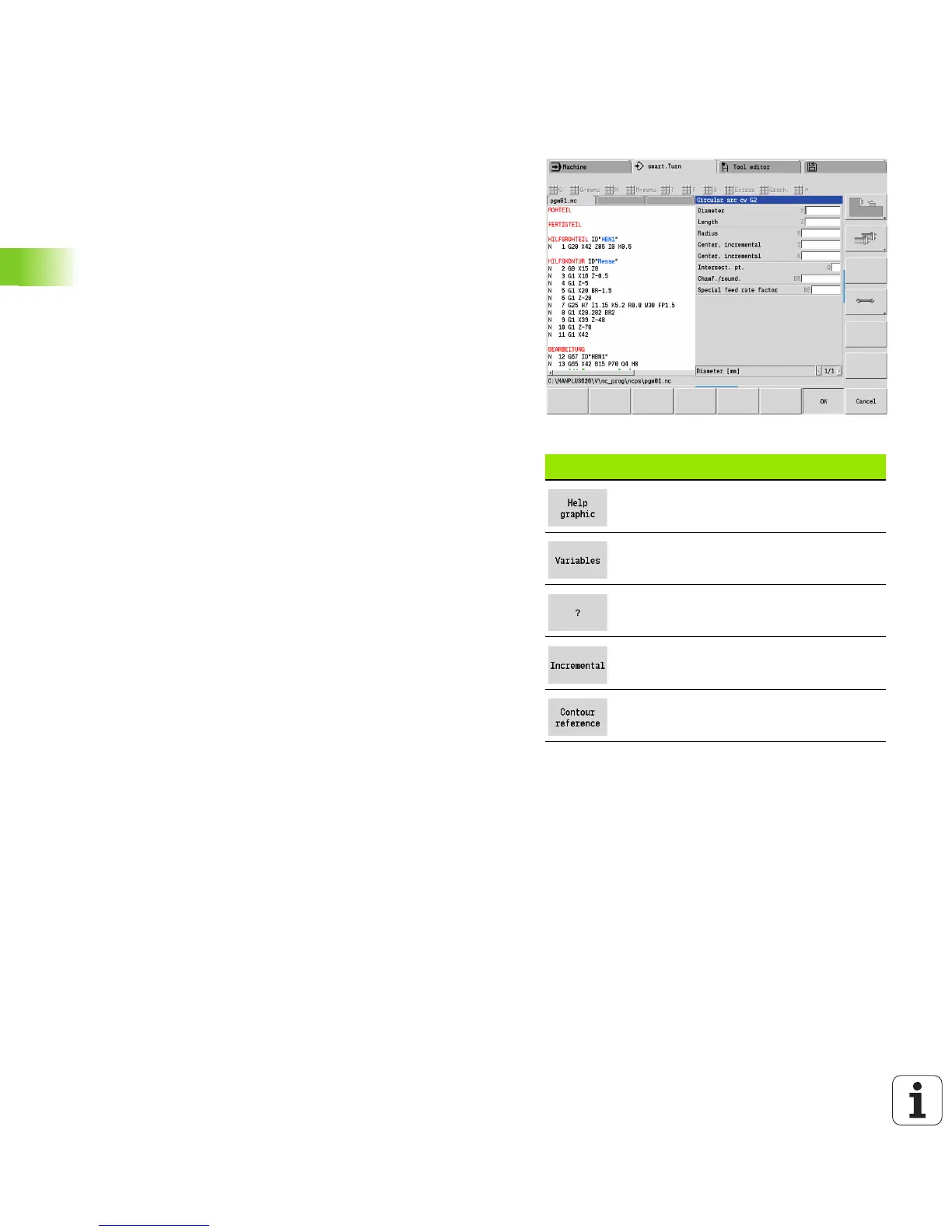
Soft key in the G dialog
Alternately shows and hides the help
graphics
Opens the alphabetic keyboard for
entering variables (GOTO key)
Inserts the question mark for activating
the simplified geometry programming
Activates incremental programming for
the current input parameters
Allows transferring the contour
references for NS and NE

 Loading...
Loading...





