262 ISO Programming
4.17 Contour-Based Turning Cycles
Finish contour G890
G890 finishes the defined contour area in one pass. The reference to
the contour to be machined can be transferred in the cycle
parameters, or the contour can be defined directly after the cycle call
(see “Working with contour-based cycles” on page 246). The contour
to be machined may contain various valleys. If required, the area to be
machined is divided into several sections.
Parameters
ID Auxiliary contour—ID number of the contour to be machined
NS Starting block number (beginning of contour section)
NE End block number (end of contour section)
NE not programmed: The contour element NS is machined
in the direction of contour definition.
NS=NE programmed: The contour element NS is machined
opposite to the direction of contour definition.
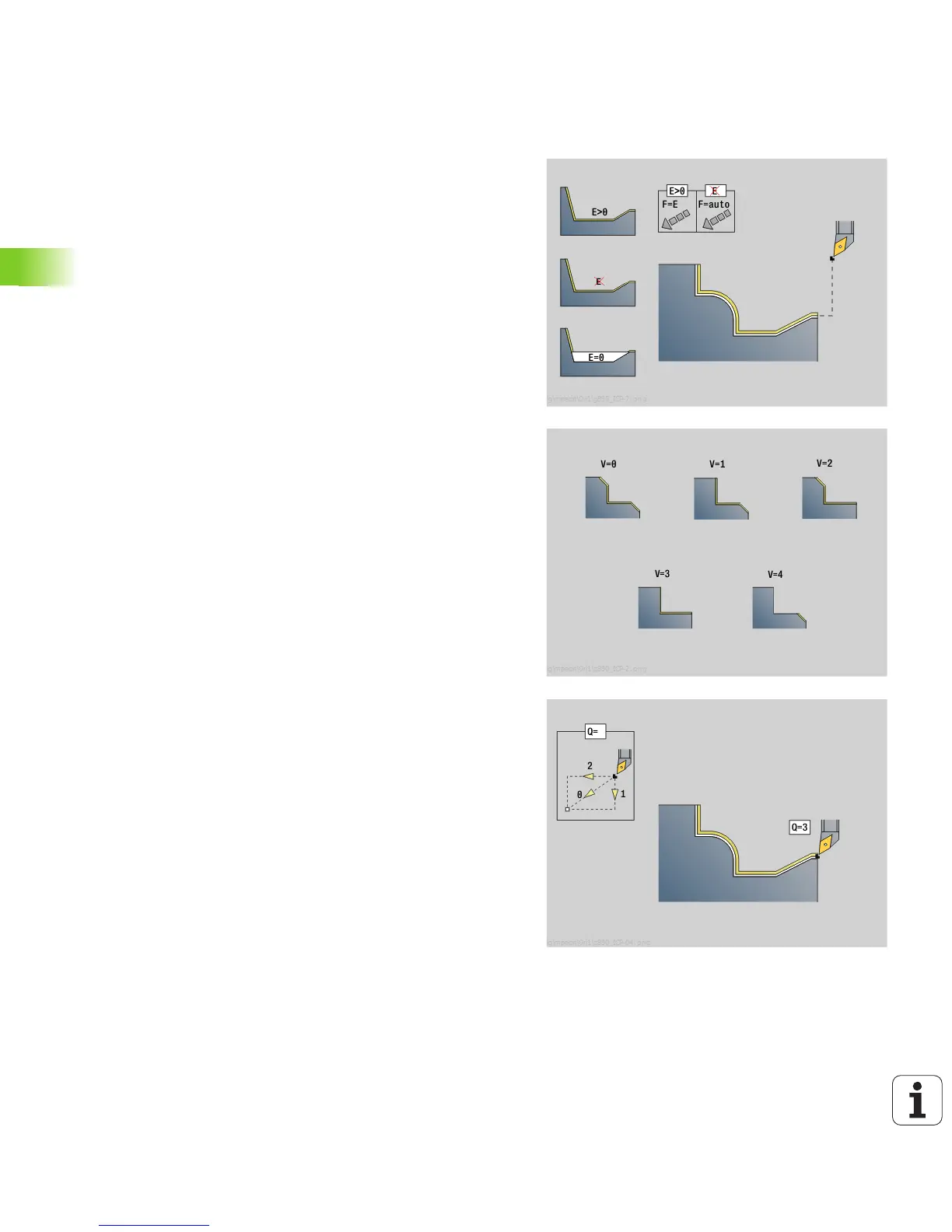
E Plunging behavior
E=0: Descending contours are not machined.
E>0: Plunging feed rate
No input: Descending contours are machined at
programmed feed rate
V Identifier start/end (default: 0) A chamfer/rounding arc is
machined:
0: At start and end
1: At the start
2: At the end
3: No machining
4: Chamfer/rounding arc is machined—not the basic
element (prerequisite: Contour section with one element)
Q Type of approach (default: 0)
0: Automatic selection—the MANUALplus checks:
Diagonal approach
First X, then Z direction
Equidistant around the barrier
Omission of the first contour elements if the starting
position is inaccessible
1: First X, then Z direction
2: First Z, then X direction
3: No approach—tool is located near the starting point of
the contour area.

 Loading...
Loading...





