HEIDENHAIN MANUALplus 620 67
2.5 Units—Drilling in C axis
"Linear pattern drilling, face" unit
The unit machines a linear drilling pattern in which the individual
features are arranged at a regular spacing on the face.
Unit name: G74_Lin_Stirn_C / Cycle: G74 (see page 299)
Access to the technology database:
Machining operation: Drilling
Affected parameters: F, S
Pattern form
Q Number of holes
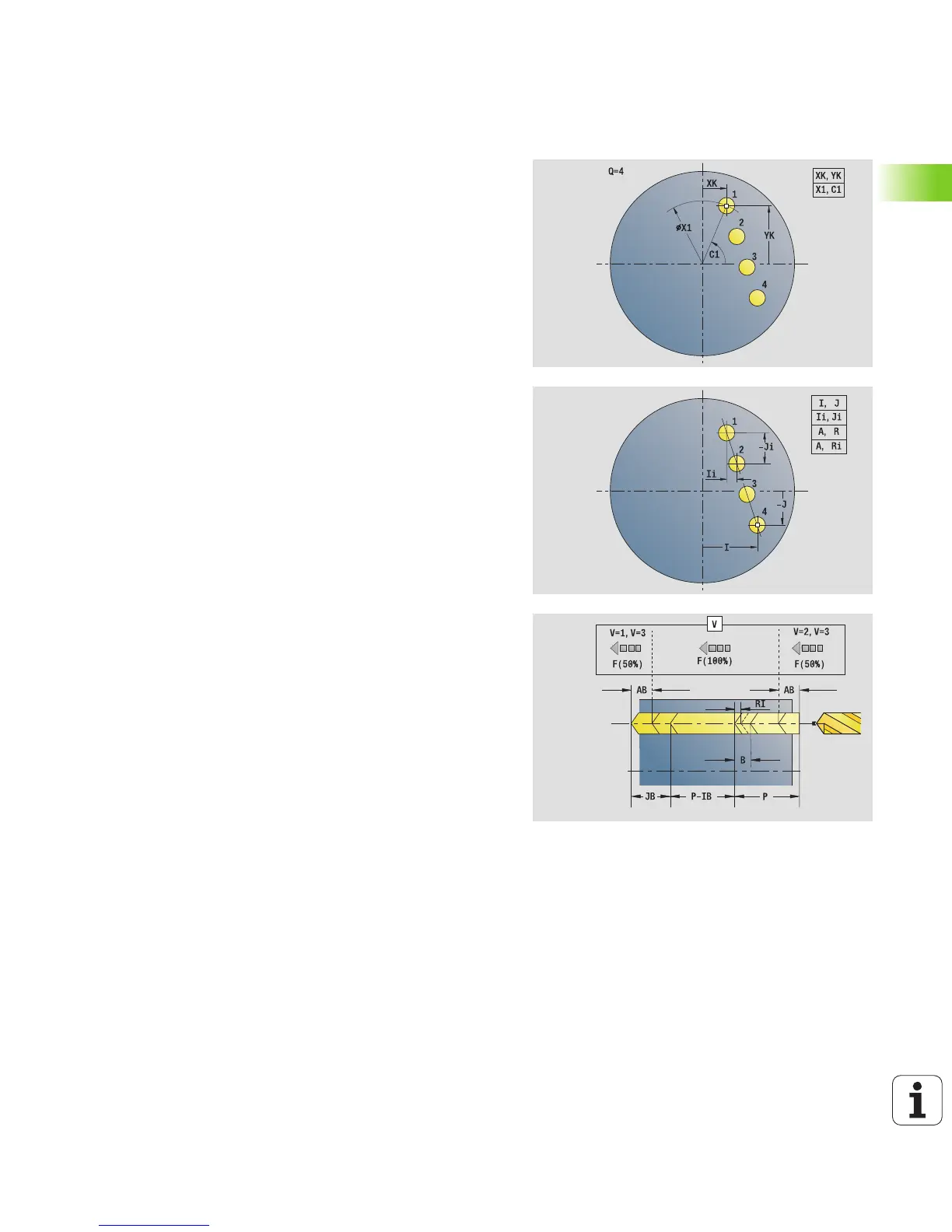
X1, C1 Polar starting point
XK, YK Cartesian starting point
I, J End point (XK, YK)
Ii, Ji: Distance (XKi, YKi)
R Distance to first/last hole
Ri Incremental distance
A Pattern angle (reference is XK axis)
Cycle form
Z1 Start point drill (starting point of hole)
Z2 End point drill (end point of hole)
E Delay (dwell time at end of hole) (default: 0)
D Retraction at
0: Rapid traverse
1: Feed rate
V Feed rate reduction
0: Without reduction
1: At end of the hole
2: At start of the hole
3: At start and end of the hole
AB Spot drilling / through drilling length (distance for feed rate
reduction)
P 1st hole depth (1st drilling depth)
IB Hole depth reduction value
JB Minimum hole depth
B Retraction distance
RI Internal safety clearance: Distance for reapproach inside
the hole (default: safety clearance SCK).
RB Return plane (default: return to the starting position or to
the safety clearance)
Further forms: see page 46

 Loading...
Loading...





