HEIDENHAIN MANUALplus 620 161
3.3 Units—Milling in Y Axis
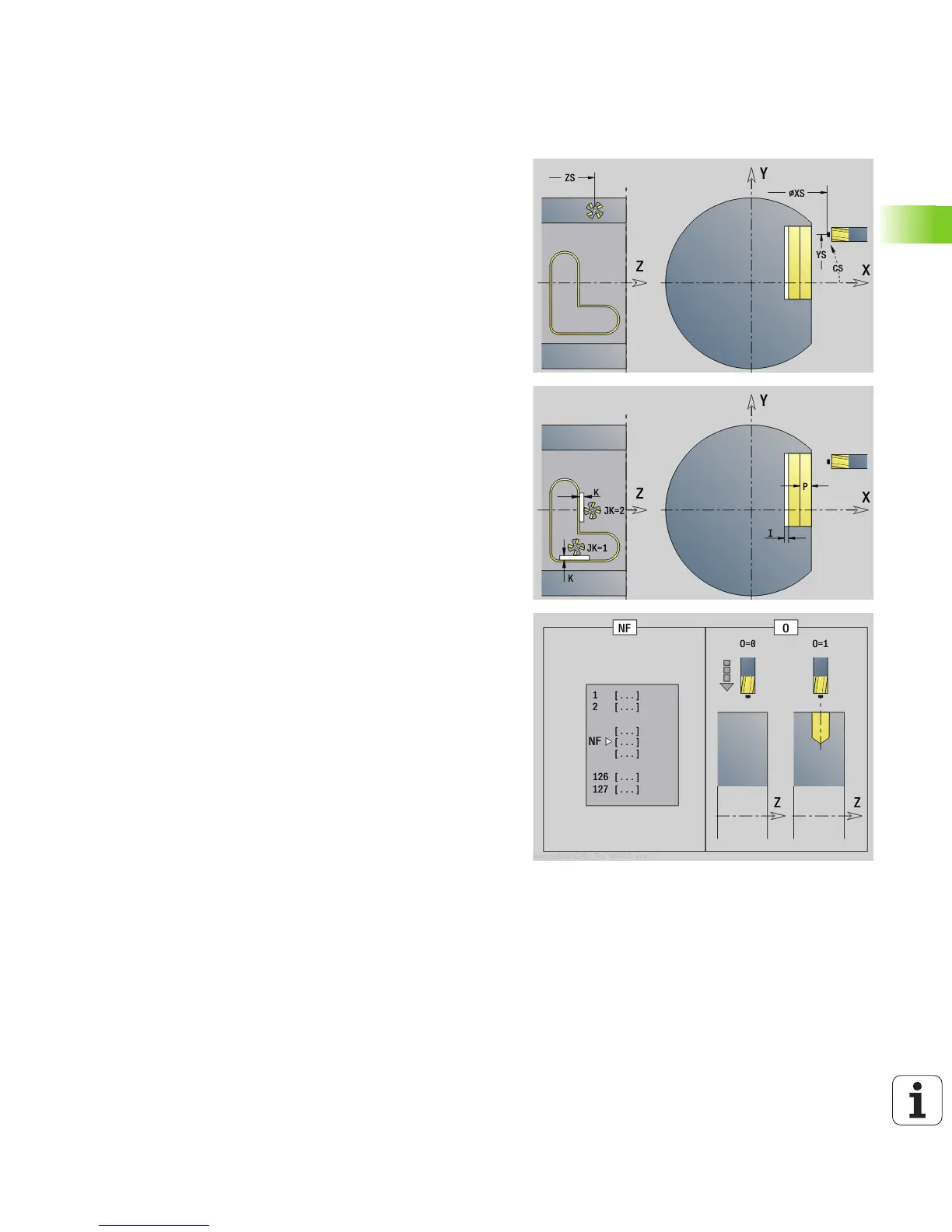
"ICP contour milling in YZ plane" unit
The unit mills the contour defined with ICP in the YZ plane.
Unit name: G840_Kon_Y_Mant / Cycle: G840 (see page 330)
Access to the technology database:
Machining mode: Finish-milling
Affected parameters: F, S, FZ, P
Parameters on the Contour form
FK see page 48
X1 Milling top edge (diameter value)
P2 Depth of contour (radius value)
APP Approach: see page 51
DEP Departure: see page 51
Parameters on the Cycle form
JK Milling location
JK=0: On the contour
JK=1, closed contour: Within the contour
JK=1, open contour: Left of the contour
JK=2, closed contour: Outside the contour
JK=2, open contour: Right of the contour
JK=3: Depending on H and MD
H Mill cutting direction
0: Up-cut milling
1: Climb milling
P Maximum approach (infeed)
I Contour-parallel oversize
K Infeed-direction oversize
FZ Approach feed (infeed rate)
E Reduced feed rate
R Approach radius
O Plunging behavior
0: Straight (vertical plunge)—The cycle moves the tool
to the starting point; the tool plunges at feed rate and
mills the contour.
1: In predrilling—The cycle positions the tool above the
hole; the tool plunges and mills the contour.
NF Position mark (only if O=1)
RB Return plane (diameter value)
Further forms: see page 46

 Loading...
Loading...





