HEIDENHAIN MANUALplus 620 263
4.17 Contour-Based Turning Cycles
The MANUALplus uses the tool definition to distinguish between
external and internal machining.
Undercuts are machined if they are programmed and if tool geometry
permits.
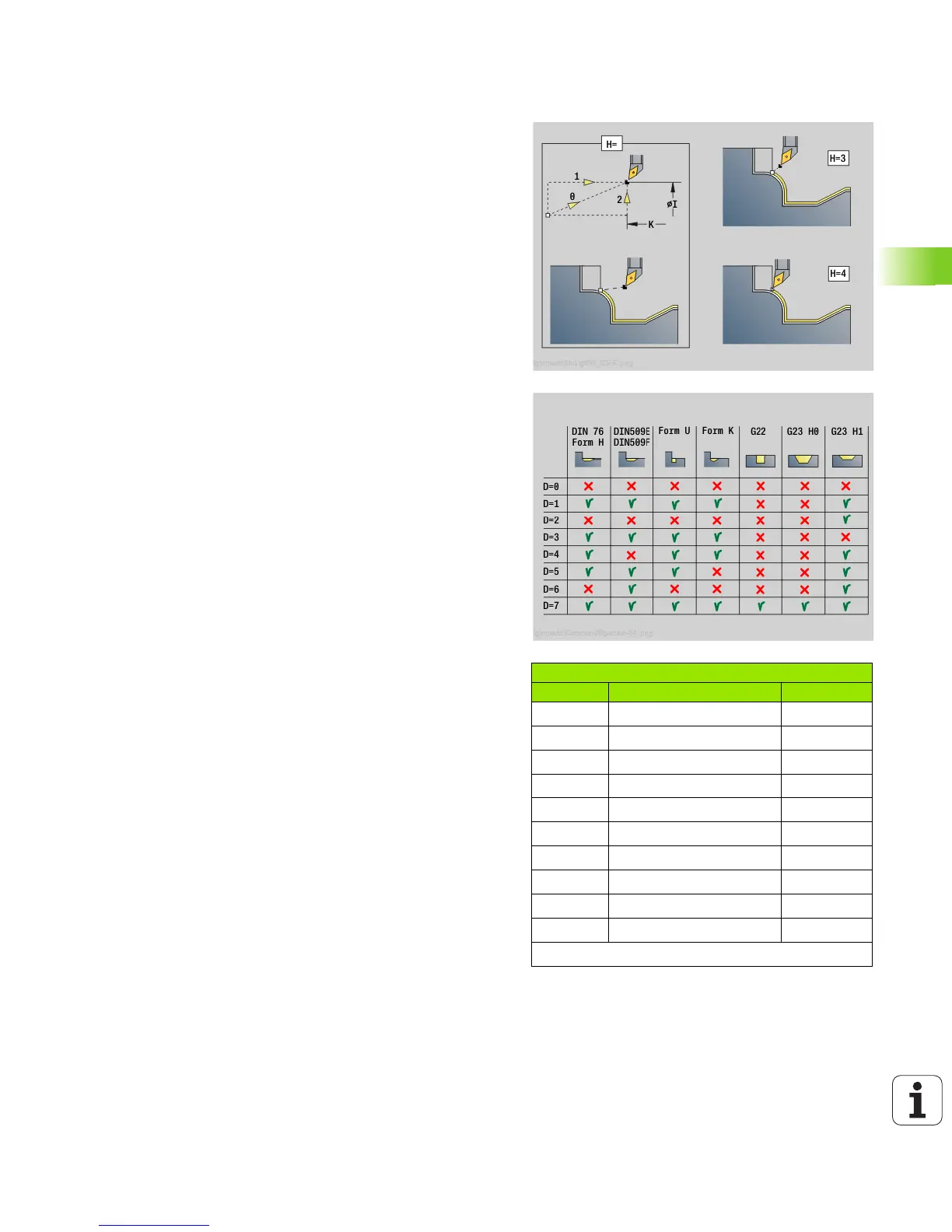
Codes for omitting recesses and undercuts
G call Function D code
G22 Recess for sealing ring 512
G22 Recess for guard ring 1024
G23 H0 General recess 256
G23 H1 Relief turn 2048
G25 H4 Undercut type U 32 768
G25 H5 Undercut type E 65 536
G25 H6 Undercut type F 131 072
G25 H7 Undercut type G 262 744
G25 H8 Undercut type H 524 288
G25 H9 Undercut type K 1 048 576
Add the codes if you want to omit several elements.
Parameters
H Type of retraction (default: 3). Tool backs off at 45° against the
machining direction and moves as follows to the position I, K:
0: Diagonal
1: First X, then Z direction
2: First Z, then X direction
3: Stops at safety clearance
4: No retraction motion—tool remains on the end
coordinate
5: Diagonally to the tool position before the cycle call
6: First in X, then in Z to the tool position before the cycle
call
7: First in Z, then in X to the tool position before the cycle
call
X Cutting limit (diameter value)—(default: no cutting limit)
Z Cutting limit (default: no cutting limit)
D Omit elements (default: 1). Use the omit codes listed in the
table at right to omit individual elements, or the omit codes
listed in the table at the lower right to skip execution of
recesses, undercuts and relief turns.
I End point that is approached at the end of the cycle (diameter
value)
K End point that is approached at the end of the cycle
O Feed rate reduction for circular elements (default: 0)
0: Feed rate reduction is active
1: No feed rate reduction
U Cycle type—Required for generating the contour from the
G80 parameters. (default: 0)
0: Standard contour (longitudinal or transverse), recessing
contour or ICP contour
1: Linear path without/with return
2: Circular arc CW, without/with return
3: Circular arc CCW, without/with return
4: Chamfer without/with return
5: Rounding arc without/with return
B Tool-tip radius compensation (default: 0)
0: Automatic determination
1: To the left of the contour
2: To the right of the contour

 Loading...
Loading...





