HEIDENHAIN MANUALplus 620 277
4.19 Thread Cycles
The cycle calculates the thread from the thread end point, thread
depth and the tool position.
First infeed = Remainder of the division of thread depth/cutting depth.
Transverse thread: Use G31 with contour definition for cutting
transverse threads.
Example: G32
. . .
N1 T4 G97 S800 M3
N2 G0 X16 Z4
N3 G32 X16 Z-29 F1.5 [thread]
. . .
Parameters
C Starting angle (thread start is defined with respect to
rotationally nonsymmetrical contour elements)—(default: 0)
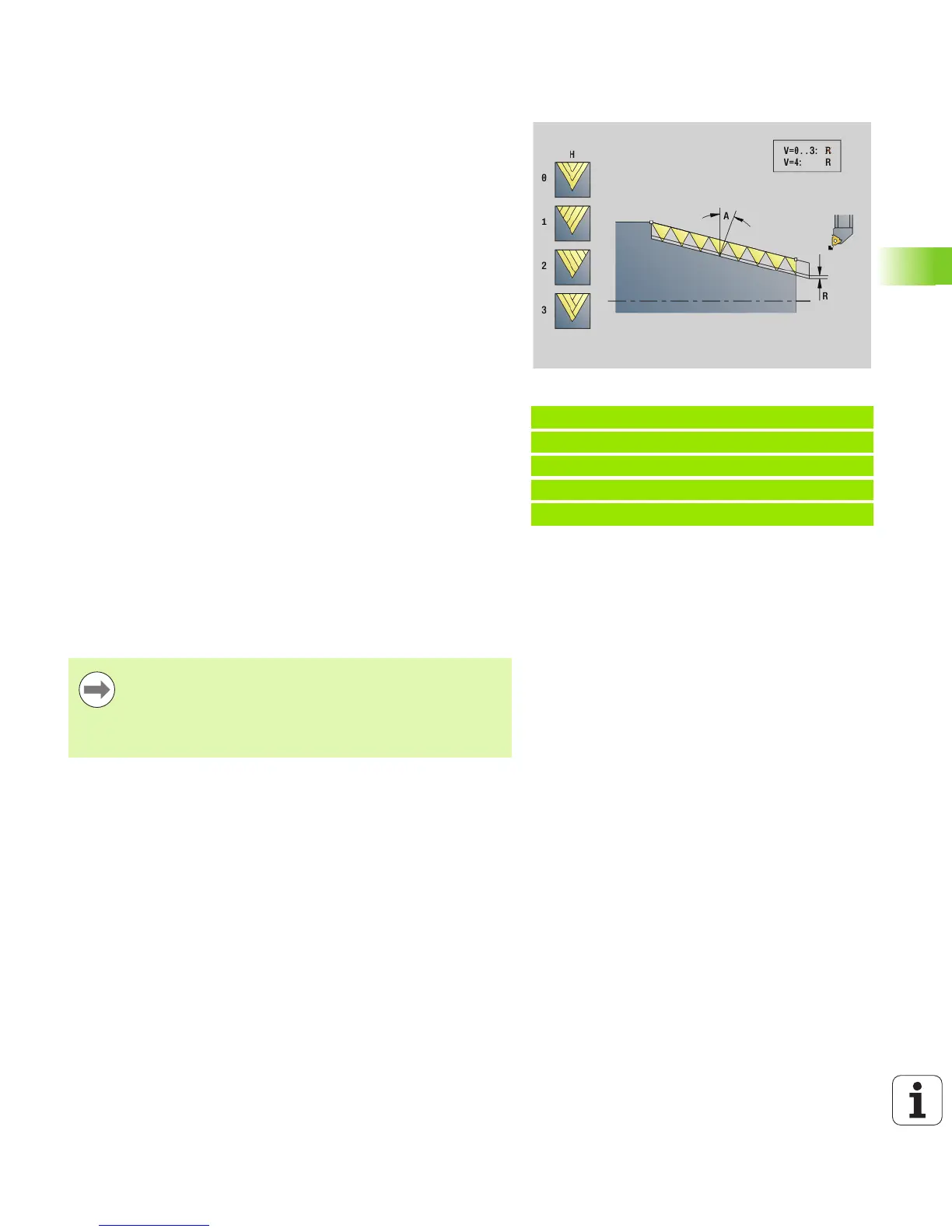
A Approach angle (angle of infeed) (default: 30°)
R Remainder cuts (default: 0)
0: The last cut is divided into four partial cuts: 1/2, 1/4, 1/8
and 1/8.
1: W/o remaining cutting (without distribution of remaining
cuts)
E Variable pitch (no effect at present)
Q Number of air cuts after the last cut (for reducing the cutting
pressure in the thread base)—(default: 0)
D Number of thread turns for multi-start thread
J Reference direction:
No input: The reference direction is determined from the
first contour element.
J=0: Longitudinal thread
J=1: Transverse thread
Cycle stop—the MANUALplus retracts the tool from the
thread groove and then stops all tool movements. (Lift-
off distance: OEM configuration parameter:
cfgGlobalPrperties-threadliftoff)
Feed rate override is not effective.
Cycle run
1 Calculates the number of cutting passes.
2 Executes a thread cut.
3 Returns at rapid traverse and approaches for next pass.
4 Repeats 2 to 3 until the complete thread has been cut.
5 Executes air cuts.
6 Returns to starting point.

 Loading...
Loading...





