HEIDENHAIN MANUALplus 620 97
2.7 Units—Finishing
Cycle form
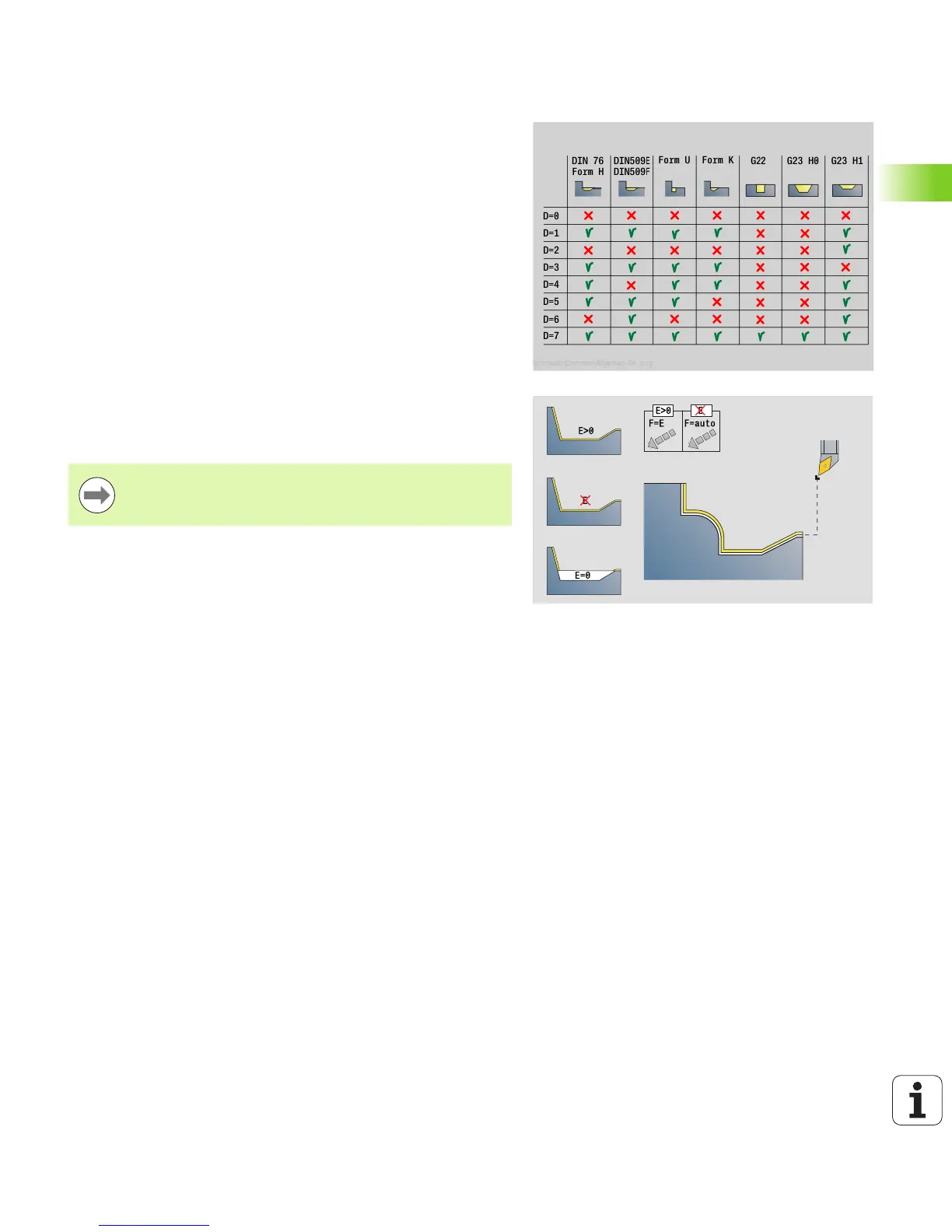
D Omit elements (see figure)
E Plunging behavior
E=0: Descending contours are not machined
E>0: Plunging feed rate
No input: Descending contours are machined at
programmed feed rate
O Feed rate reduction for circular elements (default: 0)
0: Feed rate reduction is active
1: No feed rate reduction
DXX Additive correction numbers 1 –16
G58 Contour-parallel oversize (radius)
Further forms: see page 46
If feed rate reduction is active, at least four spindle
revolutions are used to machine every "small" contour
element.

 Loading...
Loading...





