No. P10355
|20|
9.
WELDING PREPARATION (continued)
9.4 Welding Conditions
When setting to the improper welding conditions, the following troubles will occur.
Cause Trouble
Wire extension is too long.
¥
Long Arc length
¥
Wide bead width
¥
Poor shield
Wire extension is too short.
¥
Short arc length
¥
Easy generation of spatter
Arc voltage is too high.
¥
Long arc length
¥
Wide bead width
¥
Shallow penetration and flat bead
Arc voltage is too low.
¥
Stick to base metal and easy generation of spatter
¥
Narrow bead width
¥
Deep penetration and high excess metal
Welding current is too high.
¥
Wide bead width
¥
Deep penetration and high excess metal
Welding speed is too fast.
¥
Narrow bead width
¥
Shallow penetration and low excess metal
The data in the tables below is only for reference. Please find the optimum welding conditions for
weldment shape and welding position.
9.4.1 Example CO
2
Welding Conditions
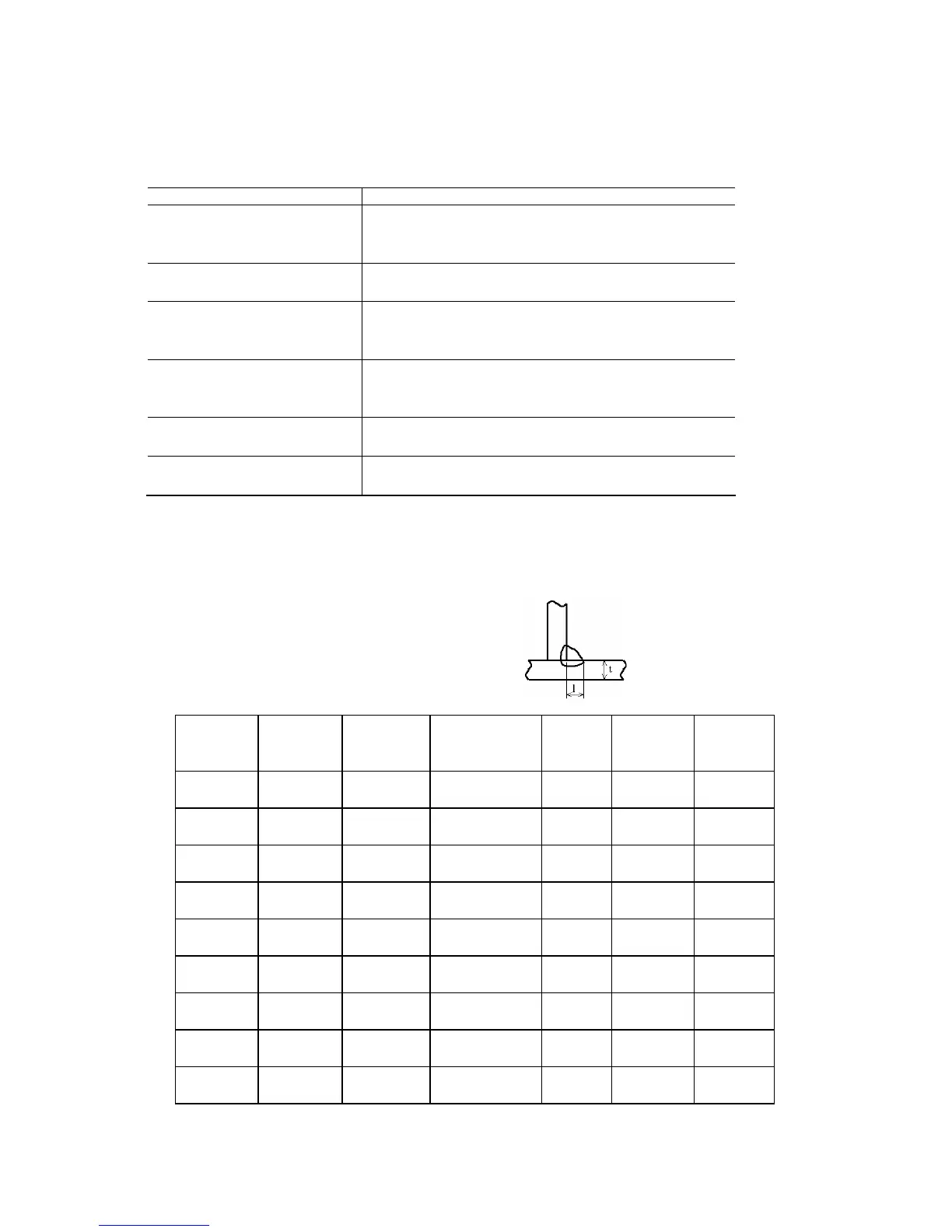
(1) Example Welding Conditions of Horizontal Fillet
Plate
thickness
t (in [mm])
Leg length
l (in [mm])
Wire
diameter
(in [mm]
)
Welding
current
(A)
Arc
voltage
(V)
Welding
speed
(ft [cm]/min)
CO
2
gas
flow rate
(gal [Ɛ]/min)
0.047 [1.2] 0.098-0.118
(2.5
|
3.0)
0.035
[0.9
|
1.0]
70
|
100 18
|
19
1.6-2.0
[50
|
60]
2.6-4.0
[10
|
15]
0.063 [1.6] 0.098-0.118
(2.5
|
3.0)
0.035-0.045
[0.9
|
1.2]
90
|
120 18
|
20
1.6-2.0
[50
|
60]
2.6-4.0
[10
|
15]
0.079 [2.0] 0.118-0.138
(3.0
|
3.5)
0.035-0.045
[0.9
|
1.2]
100
|
130 19
|
20
1.6-2.0
[50
|
60]
4.0-5.3
[15
|
20]
0.091 [2.3] 0.118-0.138
(3.0
|
3.5)
0.035-0.045
[0.9
|
1.2]
120
|
140 19
|
21
1.6-2.0
[50
|
60]
4.0-5.3
[15
|
20]
0.126 [3.2] 0.118-0.157
(3.0
|
4.0)
0.035-0.045
[0.9
|
1.2]
130
|
170 19
|
21
1.5-1.8
[45
|
55]
4.0-5.3
[15
|
20]
0.177 [4.5] 0.157-0.177
(4.0
|
4.5)
0.045 [1.2]
190
|
230 22
|
24
1.5-1.8
[45
|
55]
4.0-5.3
[15
|
20]
0.236 [6.0] 0.197-0.236
(5.0
|
6.0)
0.045 [1.2]
250
|
280 26
|
29
1.3-1.6
[40
|
50]
4.0-5.3
[15
|
20]
0.354 [9.0] 0.236-0.276
(6.0
|
7.0)
0.045 [1.2]
280
|
300 29
|
32
1.1-1.3
[35
|
40]
4.0-5.3
[15
|
20]
0.472 [12.0] 0.276-0.315
(7.0
|
8.0)
0.045 [1.2]
300
|
340 32
|
34
1.0-1.1
[30
|
35]
5.3-6.6
[20
|
25]