No. P10355
|30 |
10. OPERATION (continued)
CAUTION
This welding machine should be operated by persons only after reading and
understanding contents of this owner’s manual and having knowledge and skills for
handling the welding machine safely.
Use this welding power source at or under the rated duty cycle. Exceeding the rated duty
cycle limitation may result in damage to the welding machine.
When reading the operating instructions described below, unfold Page 76 so that you can read them
confirming the location of the keys on the front panel.
10.1 Basic Settings
10.1.1 Setting of Welding Mode
Choose the welding mode using the WELDING METHOD key [1], the WIRE/GAS selector
keys [2], the WIRE DIA (inch) key [3] the in accord with the welding method and wire diameter
used. The selectable welding modes are shown on the next page.
When setting the welding mode, select the welding method using the WELDING METHOD
key [1] first. Once the welding method is set, the available wire diameters are automatically
decided according to the welding method. Then, select wire/gas using the WIRE/GAS
selector keys [2]. Finally, set the wire diameter with the WIRE DIA (inch) key [3].
For example, for DP-400, when selecting “WAVE PULSE” while setting "DC HARD SOLID
CO
2
I0.035in [1.0mm] " with the WELDING METHOD key [1], the "MILD STEEL SOLID CO
2
"
lamp blinks, which means the preset combination is incorrect. In that case, select material
and gas again using the WIRE/GAS selector keys [2] or reset the welding method using the
WELDING METHOD key [1]. Selecting the proper combination of material and gas can
cancel the error and activate the welding power source.
Wrong combination of welding mode and wire diameter will cause “---”and “---“ in the displays
to blink, the LED lamps to light, and the welding power source to stop.
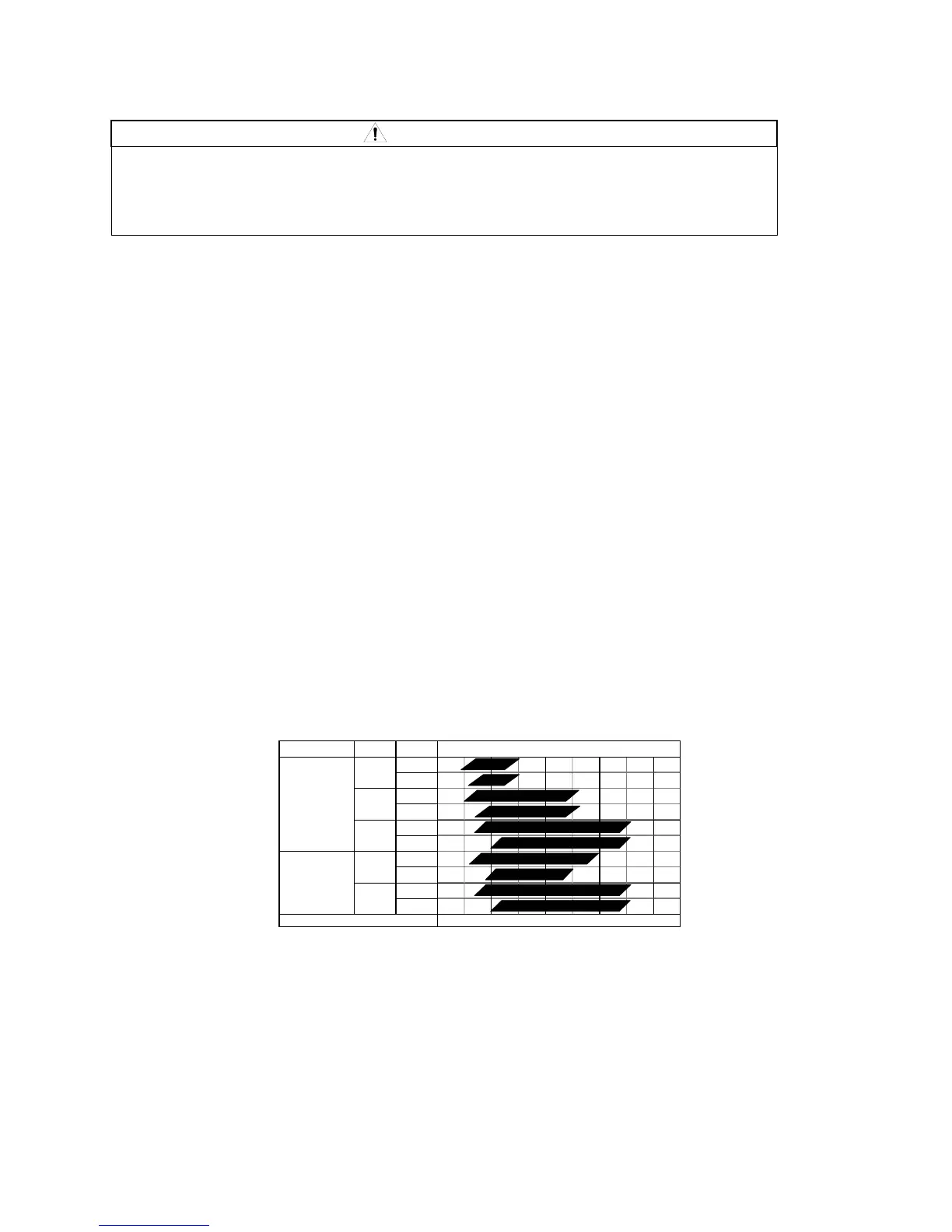
The following table shows the selections of wire diameter for setting current at aluminum
welding. Refer to the table for selecting a wire.
NOTE:
x
The data shown above differ depending on actual welding conditions such as
welding rate and welding position, etc.
x
Observe the maximum current and the rated duty cycle. Optional accessories are
necessary for some combinations of a torch and a wire feeder.
Material Wire dia. Mode
.035 PULSE
( 1.0mm )
DC
3/64 PULSE
( 1.2mm )
DC
1/16 PULSE
( 1.6mm )
DC
3/64 PULSE
( 1.2mm )
DC
1/16 PULSE
( 1.6mm )
DC
@@@ 50 100 200 300 400
Standard range of stable welding current
AL/PURE(SOFT)
i
A4043 etc.
j
Welding current i `j
AL/MG (HARD)
(
A5183
A
A5356 etc.
j