No. P10355
|23|
9. WELDING PREPARATION (continued)
-
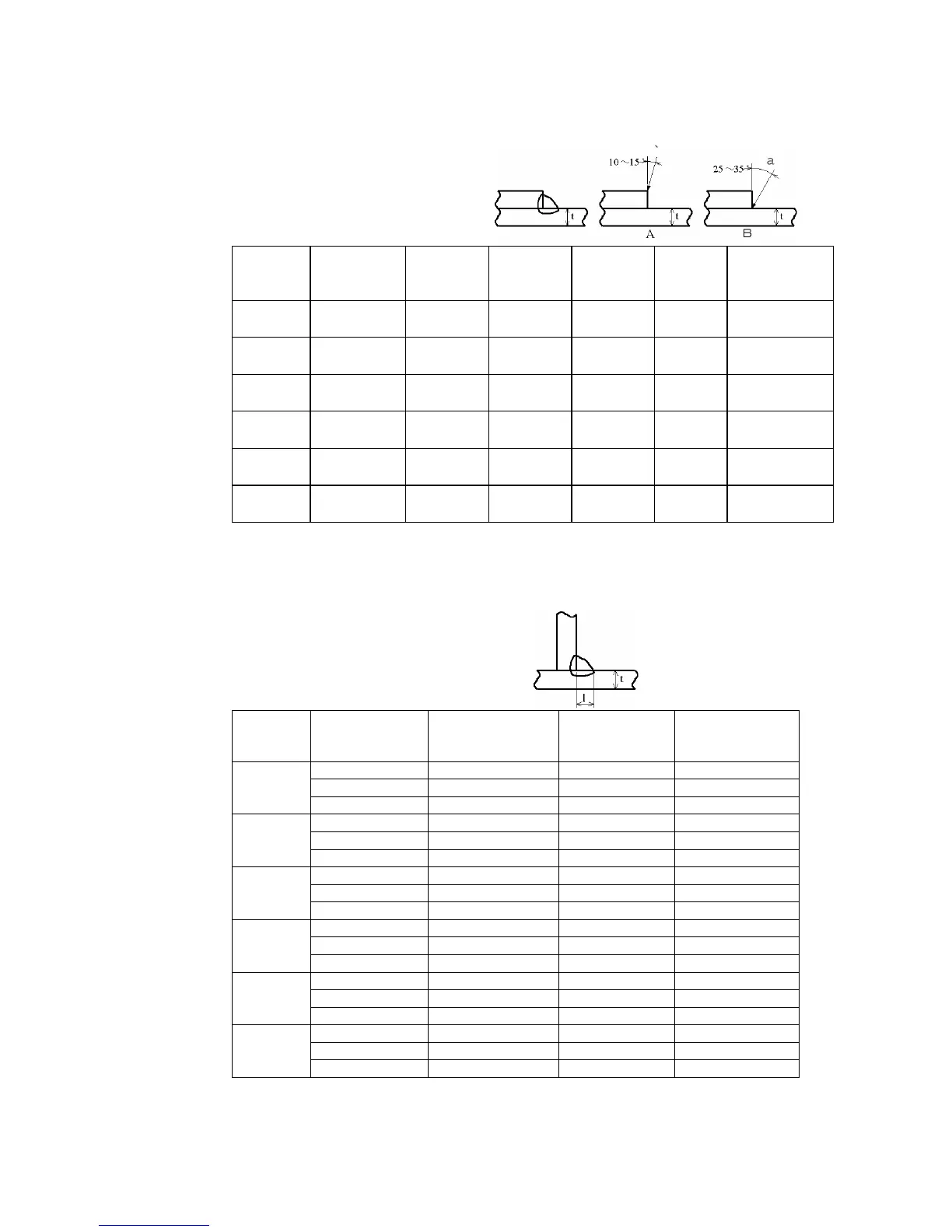
Example Welding Conditions of Lap Fillet
Plate
Thickness
t
(in [mm])
Wire
diameter
(in [mm]
)
Welding
current
(A)
Welding
voltage
(V)
Welding
speed
(ft [cm]/min)
Mark
position
CO
2
gas
flow rate
(gal [Ɛ]/min)
0.047
[1.2]
0.035
[0.9
|
1.0]
80
|
100 18
|
19
1.5-1.8
[45
|
55]
A 2.6-4.0
[10
|
15]
0.063
[1.6]
0.035-0.045
[0.9
|
1.2]
100
|
120 18
|
20
1.5-1.8
[45
|
55]
A 2.6-4.0
[10
|
15]
0.079
[2.0]
0.035-0.045
[1.0
|
1.2]
100
|
130 18
|
20
1.5-1.8
[45
|
55]
A or B 4.0-5.3
[15
|
20]
0.091
[2.3]
0.035-0.045
[1.0
|
1.2]
120
|
140 19
|
21
1.5-1.6
[45
|
50]
B 4.0-5.3
[15
|
20]
0.126
[3.2]
0.035-0.045
[1.0
|
1.2]
130
|
160 19
|
22
1.5-1.6
[45
|
50]
B 4.0-5.3
[15
|
20]
0.177
[4.5]
0.045
[1.2]
150
|
200 21
|
24
1.3-1.5
[40
|
45]
B 4.0-5.3
[15
|
20]
9.4.2 Example Welding Conditions of Wire CO
2
with Flux
(1)Example Welding Conditions of Horizontal Fillet
Leg
length
Ɛ
(in [mm])
Wire diameter
(in [mm]
)
Welding current
(A)
Arc voltage
(V)
Welding speed
(ft [cm]/min)
0.045 [1.2] 250 27 1.6 [50]
0.052 [1.4] 330 29 3.3 [100]
0.16
[4]
1/16 [1.6] 350 31 3.4 [105]
0.045 [1.2] 270 29 1.6 [50]
0.052 [1.4] 330 30 3.0 [90]
0.20
[5]
1/16 [1.6] 370 33 3.0 [90]
0.045 [1.2] 270 29 1.5 [45]
0.052 [1.4] 330 31 2.6 [80]
0.24
[6]
1/16 [1.6] 380 34 2.6 [80]
0.045 [1.2] 280 30 1.3 [40]
0.052 [1.4] 350 32 1.6 [50]
0.28
[7]
1/16 [1.6] 380 34 2.1 [65]
0.045 [1.2] 300 31 1.0 [30]
0.052 [1.4] 350 33 1.5 [45]
0.32
[8]
1/16 [1.6] 380 34 1.7 [52]
0.045 [1.2] 320 32 1.0 [30]
0.052 [1.4] 350 34 1.3 [40]
0.35
[9]
1/16 [1.6] 380 34 1.3 [40]
`
a