84
c) Fine adjustment of the two extruders
This chapter is only relevant for owners of the RF2000 v2 with dual extruder.
In order to produce a perfect 2-coloured print, you may need to adjust the distances between the two extruders. This is also called the extruder
offset. If the offset setting does not match the mechanical situation, the layers printed by extruder 0 and extruder 1 will not match 100% either.
Thermwarehas2settingoptionsforthis.Youcanndthesettingvaluesinthemenuitem"Conguration" - "General".
"Extruder Offset X"
• Thisvalueindicatesthedistancebetweenthetwoextruderswhenyoulookattheprinterfromthefront.
• Thedefaultvalueforthisis"33.594". This means 33.594 mm.
"Extruder Offset Y"
• Thisvalueindicatesthedifferencesbetweenextruder1(right)andextruder0(left)intheY-directionbackwardsorforwards.
• Thedefaultvalueforthisis"0.000". This means 0.000 mm.Iftherstdigitbehindthedecimalpointwouldbea1(i.e.0.100 mm), this would
be 100 µm.
Determining the correct correction value
Determine the offset using the bicoloured cube "Dual_Cube.gcode"fromtheSDcard.Thiscubeisprintedseveraltimes.Thersttime,itis
printedusingthedefaultsettings(extruderoffsetXandY).
TherstcubeisusedtodeterminetheoffsetforXandY,e.g.usingacalliper,andaddedtoorsubtractedfromthedefaultvalue.
Then the cube is printed again.
Repeat this until the layers are all cleanly on top of each other.
The cube is made up of six layers. They are printed alternatingly by extruder 0 and 1. The 1st layer (all the way down, orange) is
printed by extruder 0, the 2nd one (black) by extruder 1, the 3rd one by extruder 0 again, etc. This assumes that you are using the
G-codelefromtheSDcard.Ifyouslicethecubeyourselfandswaptheextruders,the1stlayerwillbeprintedbyextruder1.There-
fore, ensure that you slice the cube so that the bottom layer is printed by extruder 0.
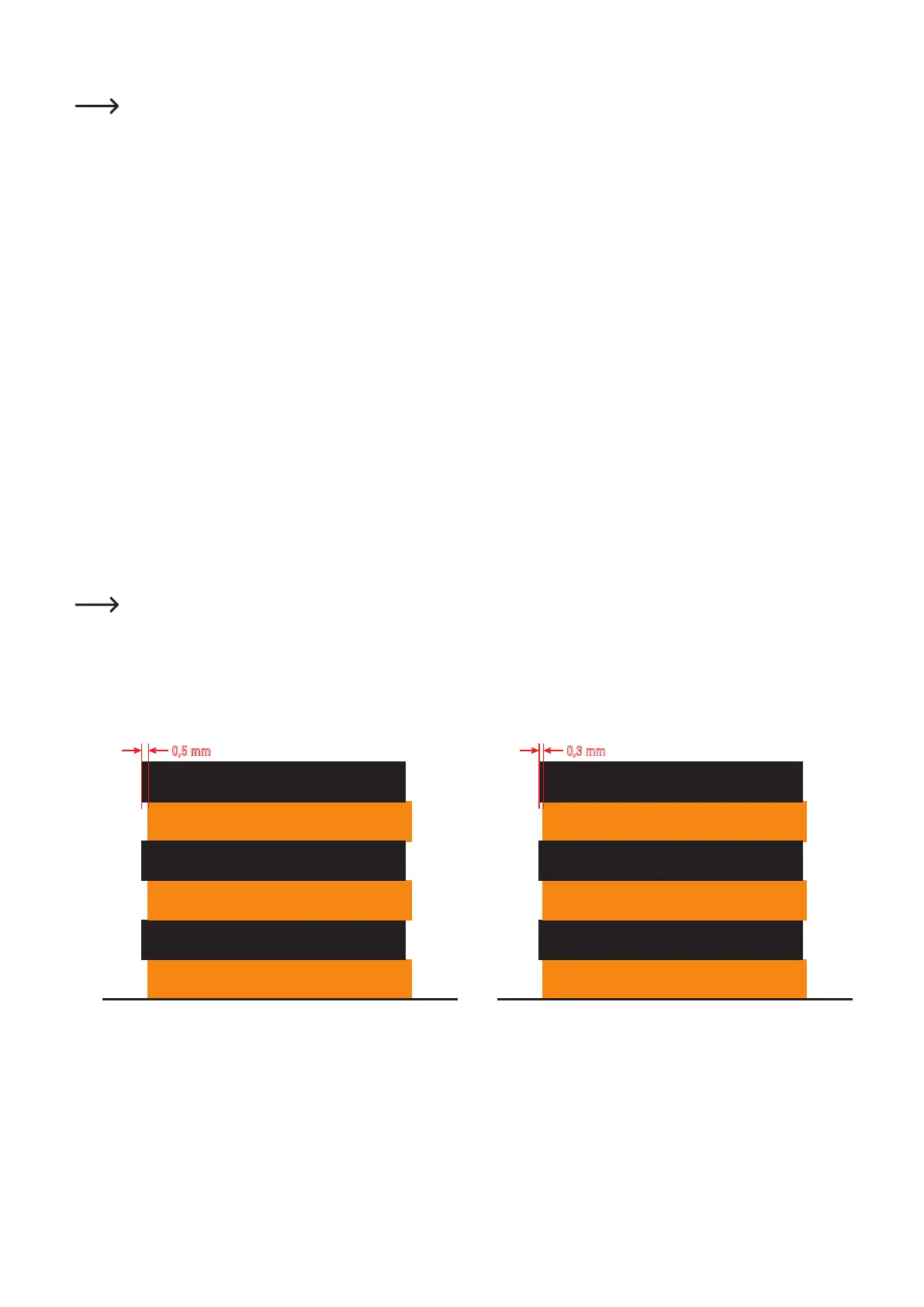
Frontviewofthe1stprintout(offsetX) Viewfromtheright(offsetY)
OffsetinX-directioninthisexample:0.5mmor500µmOffsetinY-directioninthisexample:0.3mmor300µm
Ifthelayersofextruder1(black)protrudetotheleftinthefrontview(leftgure,offsetX),asinthisexample,thisisanegativevalue.Thedefault
value (33.594) therefore must be corrected downwards by the offset (in our example 0.5 mm). The value to be set would be approx. 33.094.
It is possible that you do not hit the last digit precisely. This can be neglected. If the black layer protrudes to the right, you need to adjust the
value upwards.
Iftheblacklayersofextruder1protrudetothefrontwhenviewedfromtheright(offsetY),thevalueisalsonegative.Thedefaultvalue(0.000)
would therefore have to be set to approx. -0.300.
0,5 mm 0,3 mm