ORBIT 16
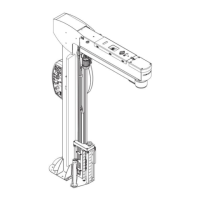
Phase 2
‒ Infeed/outfeed conveyors starts.
‒ The product moves forward and engages
photocell (B2).
‒ The outfeed pressure platen lowers on
the product.
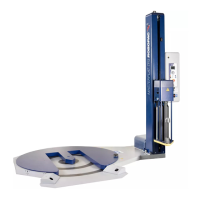
Phase 3
‒ The "central bands" timer starts
counting; at count completed, the
conveyor stops, the rotating ring starts
and counts the "reinforcing revolutions"
set; the product is wrapped for the
number of reinforcing revolutions set.
Note
The number of central bands is
determined by the "Central bands" timer,
the speed of the carriers and the length
of the product.
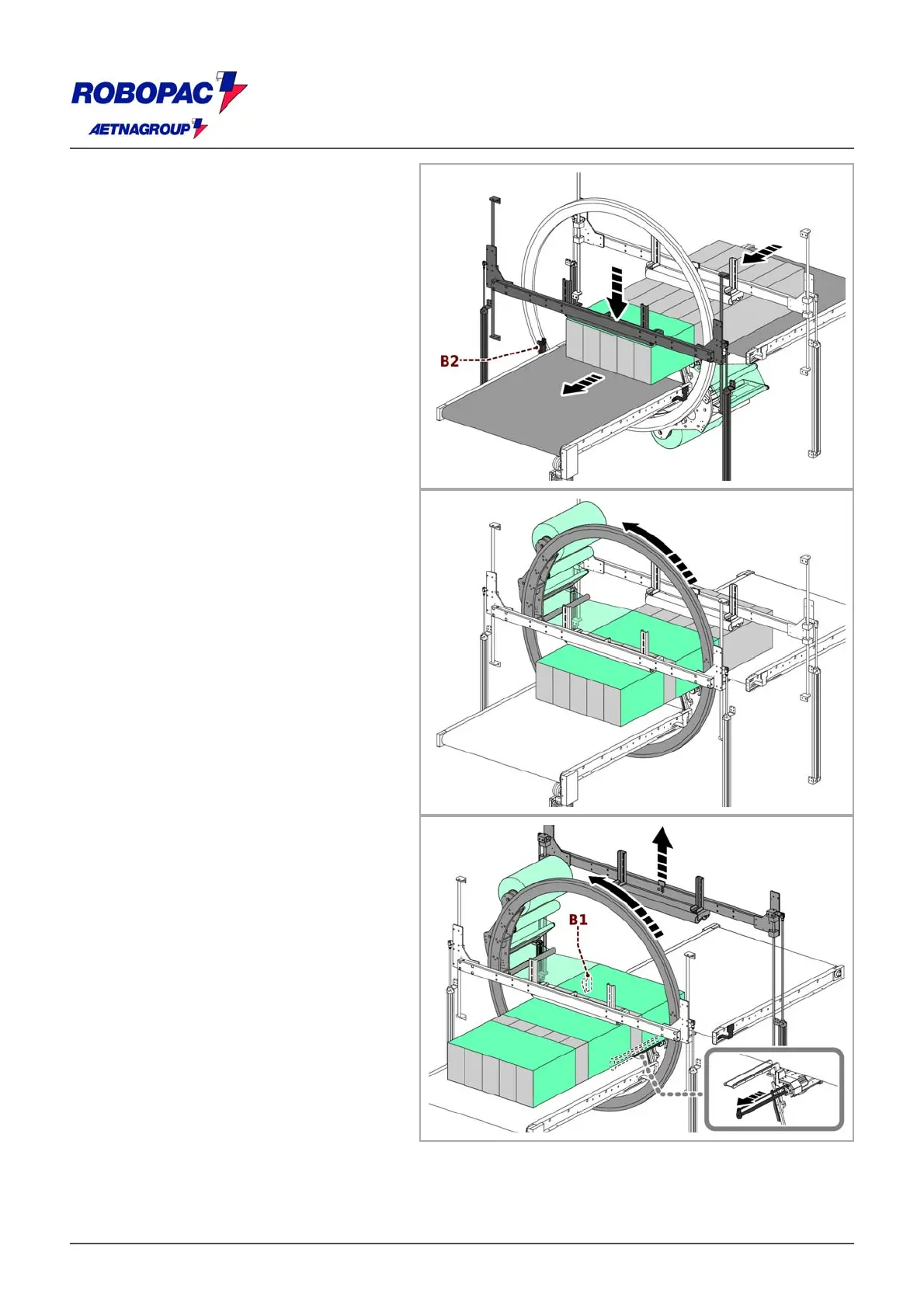
Phase 4
‒ The product moves forward disengaging
photocell (B1), the infeed pressure
platen lifts and the ring starts rotation.
‒ After one revolution, conveyors turn on
and the “tail positioning” timer begins
counting.
‒ After the timer count has finished, the
outfeed carrier stops, the “head and tail
turns” counter starts; the tail of the
product is wrapped and gripper comes
out at the last turn of the rotating ring to
grasp the coating.
Important
In case of 500 reel, the machine carries
out an additional pneumatic movement
to lock the coating inside the gripper in
the forward most position.