Flexible NC programming
1.25 Subprogram technique
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
157
1.25.2.2 Subprogram with call-by-value parameter transfer (PROC)
Function
A subprogram with call-by-value parameter transfer is defined using the PROC keyword
followed by the name of the program and a complete list of all the parameters expected by
the subprogram, with type and name. The definition operation must appear in the first
program line.
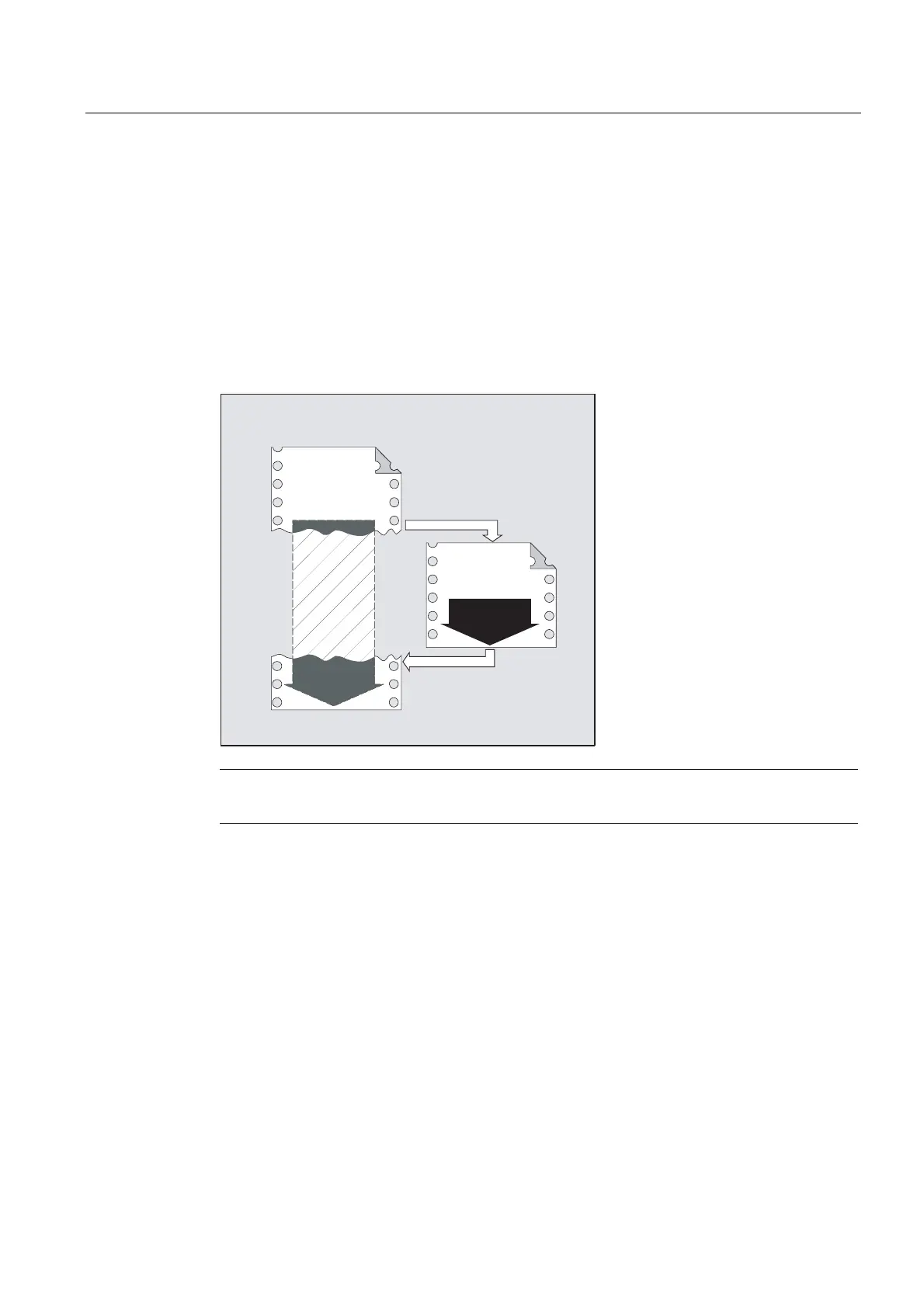
Call-by-value parameter transfer does not affect the calling program. The calling program
only transfers the values of the actual parameters to the subprogram.
2OGYDOXHVYDOLG
1HZYDOXHV
YDOLG
1HZYDOXH
DVVLJQPHQW
/(1*7+
:,'7+
6XESURJUDP
9DOXHDVVLJQPHQW
/(1*7+
:,'7+
0DLQSURJUDP
/(1*7+:,'7+
Note
A maximum of 127 parameters can be transferred.
Syntax
PROC <program name> (<parameter type> <parameter name>, etc.)

 Loading...
Loading...














