Tool offsets
7.9 Tool length compensation for orientable toolholders (TCARR, TCOABS, TCOFR, TCOFRX, TCOFRY,
TCOFRZ)
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
439
7.9 Tool length compensation for orientable toolholders
(TCARR, TCOABS, TCOFR, TCOFRX, TCOFRY, TCOFRZ)
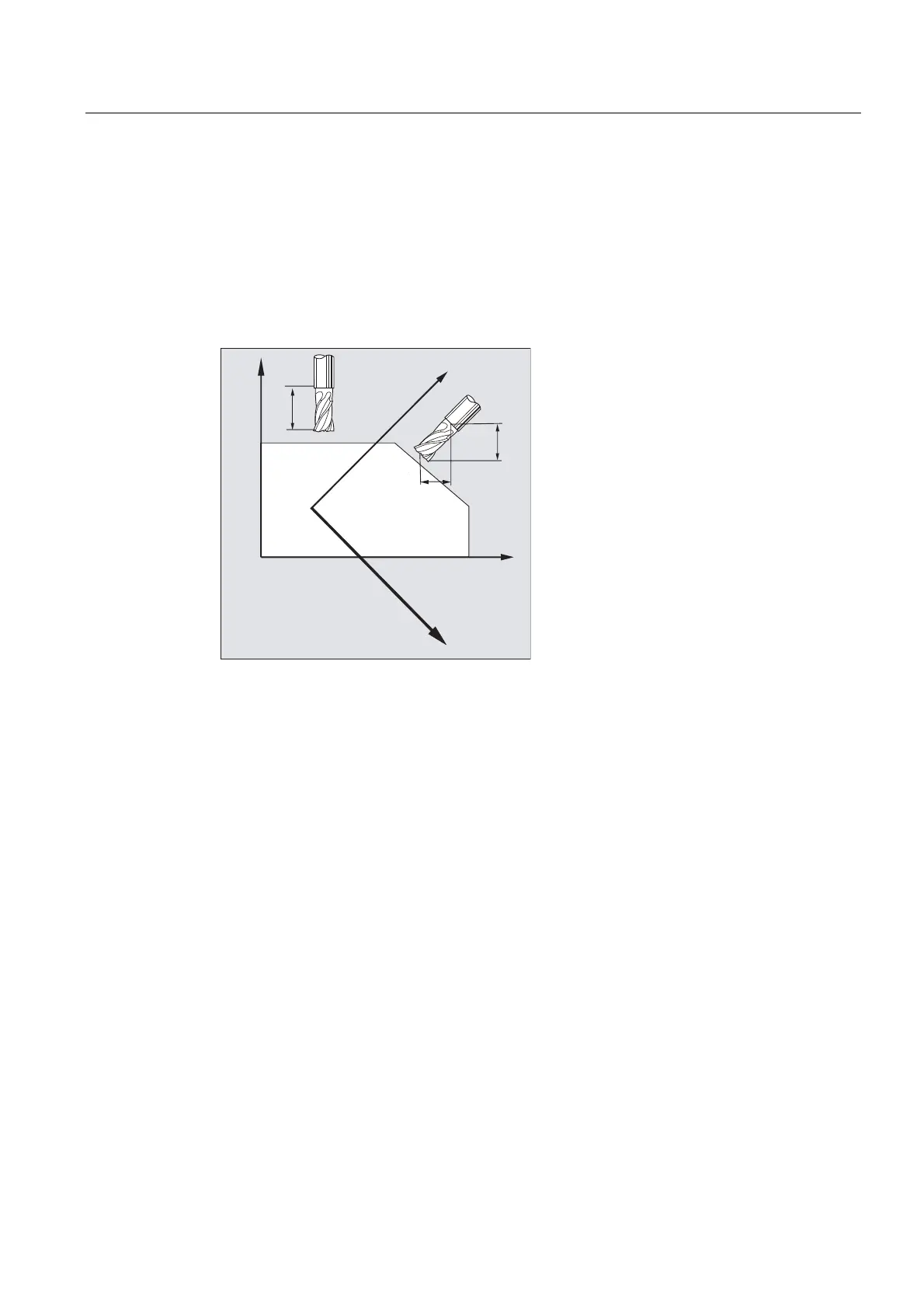
Function
When the spatial orientation of the tool changes, its tool length components also change.
;
;
=
=
,
,
,
After a reset, e.g., through manual setting or change of the toolholder with a fixed spatial
orientation, the tool length components also have to be determined again. This is performed
using the
TCOABS and TCOFR path commands.
For a toolholder of an active frame that can be orientated, when selecting the tool with
TCOFRZ, TCOFRY and TCOFRX, it is possible to define the direction in which the tool should point.
Syntax
TCARR=[<m>]
TCOABS
TCOFR
TCOFRZ
TCOFRY
TCOFRX

 Loading...
Loading...














