Coordinate transformation (FRAMES)
5.1 Coordinate transformation via frame variables
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
281
5.1.1 Predefined frame variable ($P_BFRAME, $P_IFRAME, $P_PFRAME,
$P_ACTFRAME)
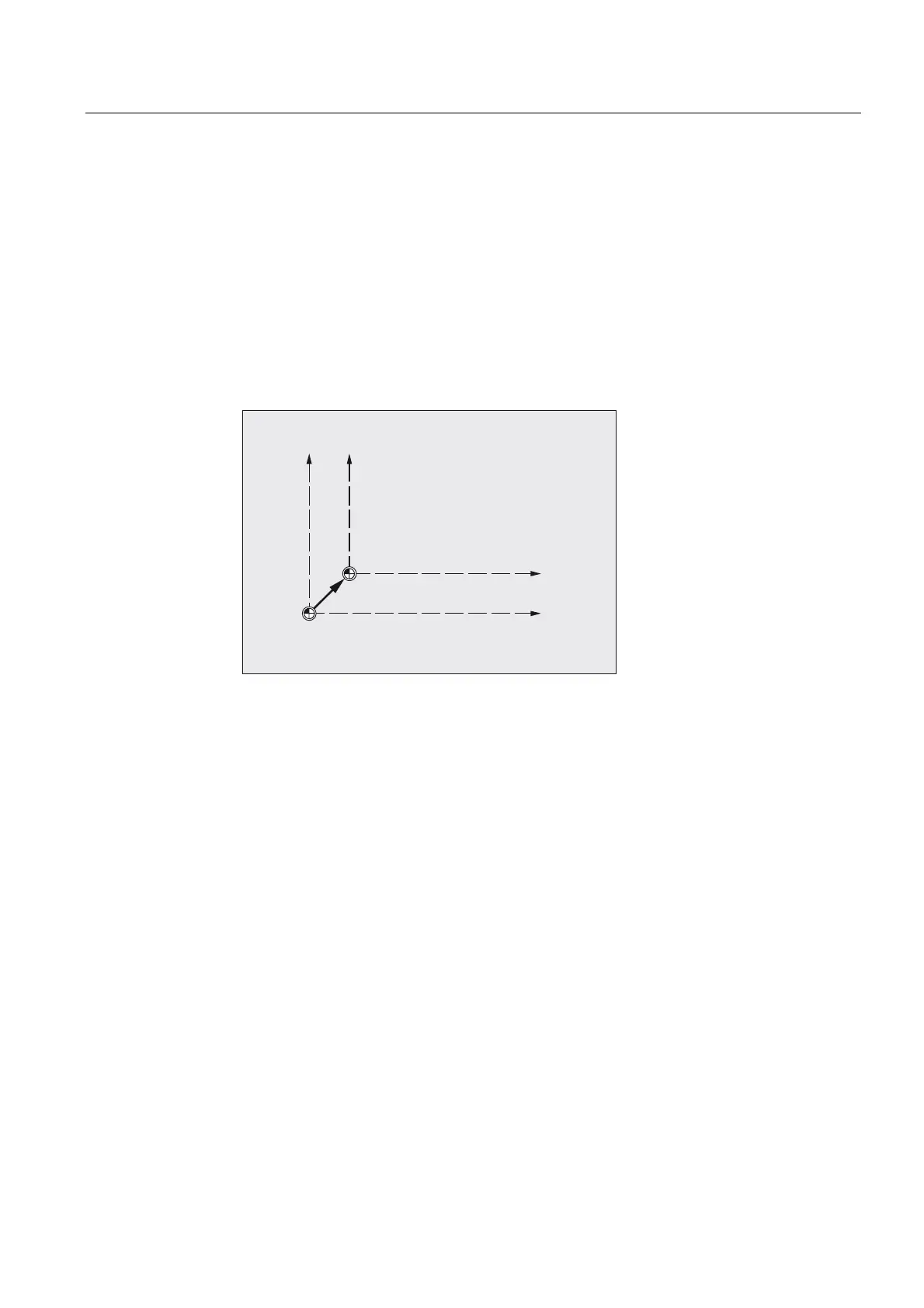
$P_BFRAME
Current basic frame variable that establishes the reference between the basic coordinate
system (BCS) and the basic origin system (BOS).
For the basic frame described via $P_UBFR to be immediately active in the program, either
● you have to program a
G500, G54...G599, or
● you have to describe
$P_BFRAME with $P_UBFR
=
;
=
;
3B%)5$0(3B8%)5
%&6
%&6
%=6
%=6

 Loading...
Loading...














