Coordinate transformation (FRAMES)
5.1 Coordinate transformation via frame variables
Job planning
280 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
Value assignments and reading the actual values
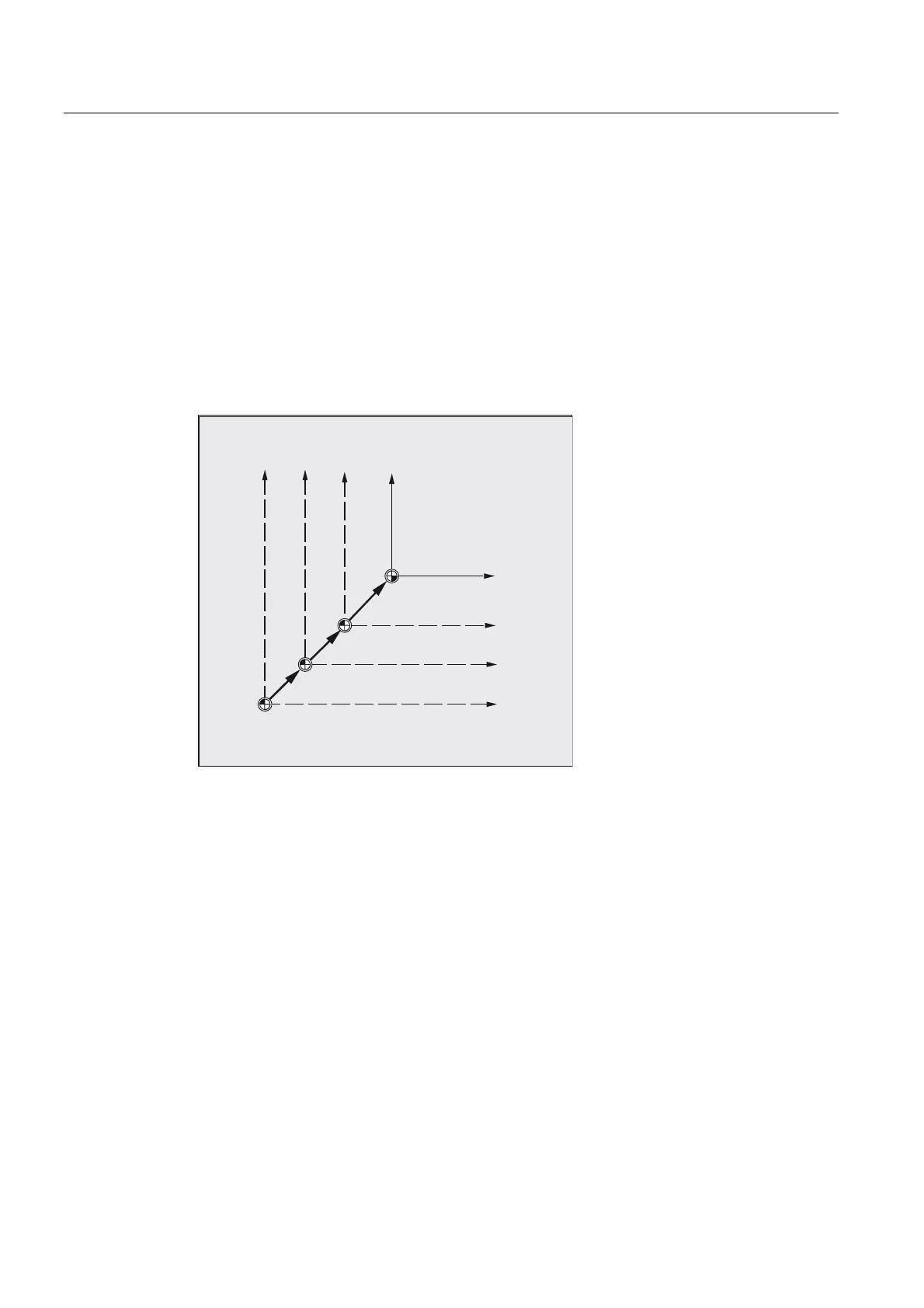
Frame variable/frame relationship
A coordinate transformation can be activated by assigning the value of a frame to a frame
variable.
Example:
$P_PFRAME=CTRANS(X,10)
Frame variable:
$P_PFRAME means: current programmable frame.
Frame:
CTRANS(X,10) means: programmable zero offset of X axis by 10 mm.
<
;
<
;
<
;
<
;
3B%)5$0(3B8%)5
3B,)5$0(3B8,)5>@
3B3)5$0(
%&6
%&6
:&6
:&6
%=6
%=6
6=6
6=6
Reading the actual values
The current actual values of the coordinate system can be read out via predefined variables
in the parts program:
$AA_IM[axis]: Read actual value in MCS
$AA_IB[axis]: Read actual value in BCS
$AA_IBN[axis]: Read actual value in BOS
$AA_IEN[axis]: Read actual value in SZS
$AA_IW[axis]: Read actual value in WCS

 Loading...
Loading...














