Path traversing behavior
8.6 Repositioning to a contour (REPOSA, REPOSL, REPOSQ, REPOSQA, REPOSH, REPOSHA, DISR,
DISPR, RMI, RMB, RME, RMN)
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
475
8.6 Repositioning to a contour (REPOSA, REPOSL, REPOSQ,
REPOSQA, REPOSH, REPOSHA, DISR, DISPR, RMI, RMB, RME,
RMN)
Function
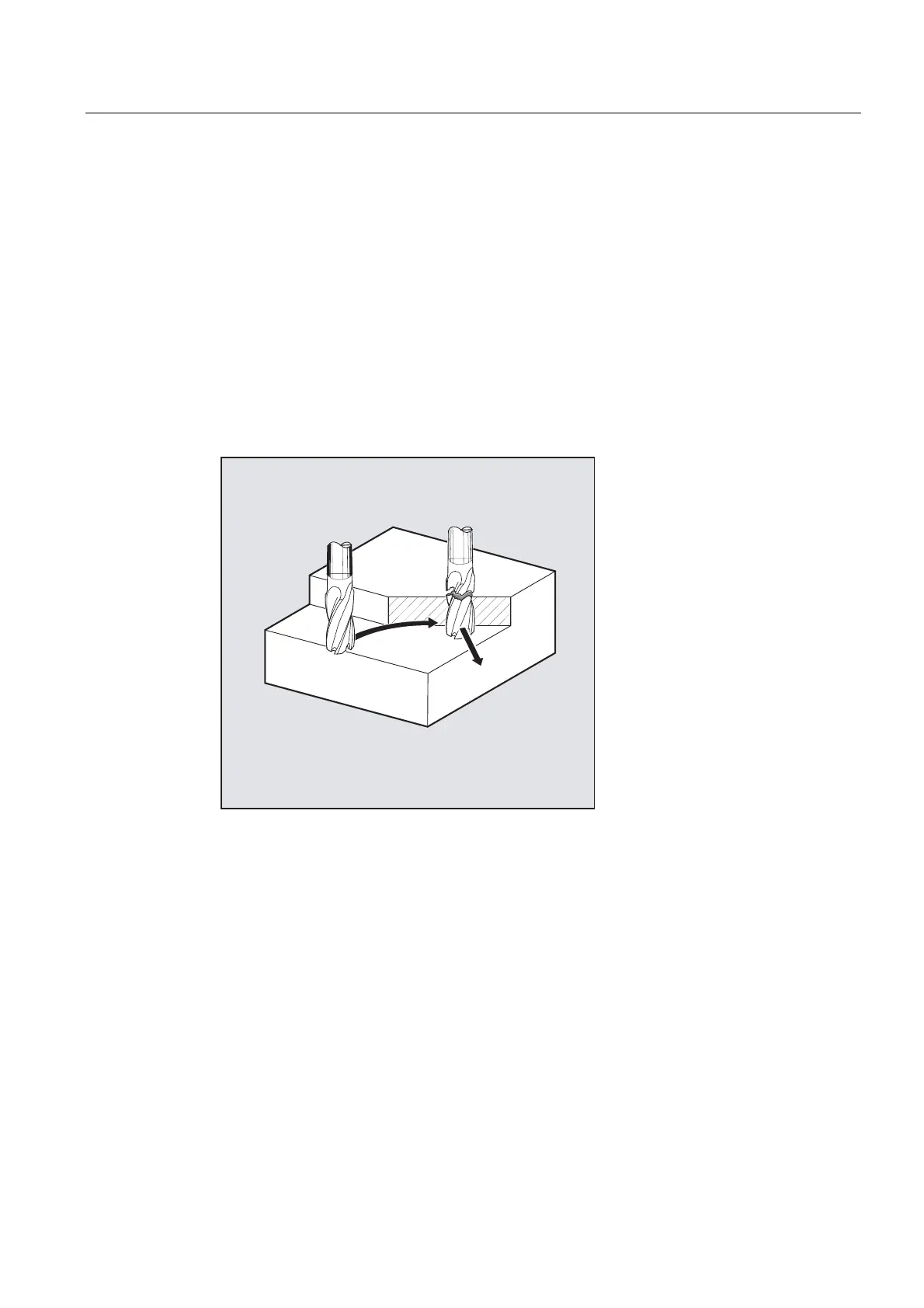
If you interrupt the program run and retract the tool during the machining operation because,
for example, the tool has broken or you wish to check a measurement, you can reposition at
any selected point on the contour under control by the program.
The REPOS command acts in the same way as a subprogram return jump (e.g., via M17).
Blocks programmed after the command in the interrupt routine are not executed.
5(326
For information about interrupting program runs, see also Section "Flexible NC
programming", Chapter "Interrupt routine" in this Programming Manual.

 Loading...
Loading...














